-
-3 8
數(shù)控沖床空氣靜壓單元故障處理
故障現(xiàn)象:數(shù)控沖床開機(jī)時出現(xiàn)空氣靜壓壓力不足故障報警而停機(jī),查看空氣靜壓單元壓力表元壓力顯示。
故障檢查與分析: RAPID -6K數(shù)控沖床由德國WOTAN公司制造,采用SIEMENS8數(shù)控系統(tǒng)。
...
-
-3 4
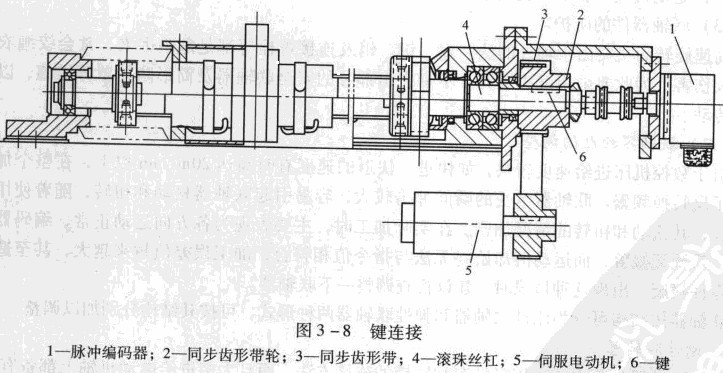
數(shù)控沖床上不用聯(lián)軸器的聯(lián)接方式主要是直接用鍵連接,如圖3 -8所示。
造成反向死區(qū)而影響其傳動精度和系統(tǒng)的穩(wěn)定性。為了提高進(jìn)給傳動系統(tǒng)的傳動精度,必須消除齒輪副的間隙。下面介紹幾種實(shí)踐中常用的齒輪間隙消除結(jié)構(gòu)形式。
...
-
-3 1
1.工作原理
數(shù)控沖床蝸桿一蝸輪條機(jī)構(gòu)是絲杠麟、母機(jī)構(gòu)的一種特殊形式。如圖3 -39所示,蝸桿可看作長度很短的絲杠,其長徑比很小。蝸輪條則可以看作一個很長的螺母沿軸向剖開后的一部分,其包容液體靜壓蝸桿一蝸輪條機(jī)構(gòu)是在蝸桿一蝸輪條的啃合面間注入壓力泊,以形成一定厚度的油膜,使兩嘀合商間成為液體摩擦,其工作原理如圖3 -40所示。圖中油腔開在蝸輪條上,用毛細(xì)管節(jié)流的定壓供油方式給靜壓蝸桿一蝸輪條供壓力泊。從液壓泵輸出的壓力洶,經(jīng)過蝸桿螺紋內(nèi)的毛細(xì)管節(jié)流器10,分別進(jìn)入蝸輪條笛的兩側(cè)面泊腔內(nèi),然后經(jīng)過啃合面之間的間隙,再進(jìn)入齒頂與齒根之間的間隙,壓力降為零,流回油箱。
...
-
-2 27
絲杠竄動引起的故障維修
故障現(xiàn)象: TH6380數(shù)控沖床,啟動液壓系統(tǒng)后,手動運(yùn)行Y軸時,液壓系統(tǒng)自動中斷, CRT顯示報警,驅(qū)動失效,其他各軸正常。
...
-
-2 22
1. 滾珠絲杠的支承方式
數(shù)控沖床螺母座、絲杠的軸承及其支架等剛度不足將嚴(yán)重地影響滾珠絲杠副的傳動剛度,因此,螺母座應(yīng)有加強(qiáng)肋,以減少受力的變形,螺母與床身的接觸面積宜大一些,其聯(lián)接螺釘?shù)膭偠纫撸ㄎ讳N要緊密配合。
滾珠絲枉常用推力軸承支座,以提高軸向剛度(當(dāng)滾珠絲杠的軸向負(fù)載很小時,也可用角接觸球軸承支座),滾珠絲杠在數(shù)控沖床上的安裝支承方式有以下幾種:
...
-
-2 20
為了保證數(shù)控沖床滾珠絲杠的反向傳動精度和軸向剛度,必須消除滾珠絲杠螺母副軸向間隙。消除間隙的方法常采用雙螺母結(jié)構(gòu),利用兩個螺母的相對軸向位移,使兩個滾珠螺母中的滾珠分別貼緊在螺旋滾道兩個相反的側(cè)面上。用這種方法預(yù)緊消除軸向間隙時,應(yīng)注意預(yù)緊力不宜過大,預(yù)緊力過大會使空裁力矩增加,從而降低傳動效率,縮短使用壽命。
...
-
-1 23
數(shù)控沖床工作臺交換支路
如圖5 - 18所示,交換臺是實(shí)現(xiàn)雙工作臺交換的關(guān)鍵部件,由于數(shù)控沖床交換臺提升載荷較大(達(dá)1200ON),工作過程中沖擊較大,設(shè)計(jì)上升、下降動作時間為35,且交換臺位置空間較大,故采用大直徑氣缸(D = 350rnm)、6mm內(nèi)徑的氣管可滿足設(shè)計(jì)載荷和變換時間的要求。數(shù)控沖床無工作臺交換時,在兩位雙電控電磁閥HF3的控制下交換臺托升缸處于下位,感應(yīng)開關(guān)LSI有信號,工作臺與托叉分離,工作臺可以自由運(yùn)動。當(dāng)進(jìn)行自動或手動的雙工作臺交換時,數(shù)控系統(tǒng)通過PMC發(fā)出信號,使兩位雙電控電磁閩HF3的3YA得電,托升缸下腔通人高壓氣,活塞帶動托叉連同工作臺一起上升,當(dāng)達(dá)到上下運(yùn)動的上終點(diǎn)位置時,由接近開關(guān)LS16檢測其位置信號,并通過變送擴(kuò)展板傳送到CNC的PMC,控制交換臺回轉(zhuǎn)180。運(yùn)動開始動作,接近開關(guān)ISI8檢測到回轉(zhuǎn)到位的信號,并通過變送擴(kuò)展扳傳送到CNC的PMC,控制HF3的4YA得電,托升缸上腔通人高壓氣體,活塞帶動托叉連同工作臺在重 力和托升缸的共同作用下一起下降,當(dāng)達(dá)到上下運(yùn)動的下終點(diǎn)位置時由接近開關(guān)LS17檢測其位置信號,并通過變送擴(kuò)展板傳送到CNC的PMC,雙工作臺交換過程結(jié)束,數(shù)控沖床可以進(jìn)行下一步的操作。在該支路中采用。DJ3、DJ4單向節(jié)流閥調(diào)節(jié)交換臺上升和下降的速度,避免較大的載荷沖擊及對機(jī)械部件的損傷。
...
-
-1 19
1)數(shù)控沖床滑動導(dǎo)軌的材料導(dǎo)軌材料主要是鑄鐵、鋼、塑料以及有色金屬,應(yīng)根據(jù)數(shù)控沖床性能、成本的要求,合理選擇導(dǎo)軌材料及熱處理來降低摩擦系數(shù),提高導(dǎo)軌耐磨性。
①鑄鐵材料 數(shù)控沖床上常用導(dǎo)軌材料是鑄鐵材料。常用鑄鐵材料是HT200和HT300。為了提高耐磨性,還有應(yīng)用孕育鑄鐵、高磷鑄鐵及合金鑄鐵。
...
-
-1 17
薄的加工件進(jìn)行沖壓加工時是難以夾緊的,雖然對鐵系材料的工件可以使用磁性卡盤,但是加工件容易被磁化,而數(shù)控沖床真空卡盤則是較理想的夾具。
數(shù)控沖床的真空卡盤的結(jié)構(gòu)原理如圖5-20所示,下面簡單介紹其工作原理。
在卡盤的前面裝有吸盤,盤內(nèi)形成真空,而薄的被加工件就都大氣壓力被壓在吸盤上以達(dá)到夾緊的目的。一般在卡盤本體1上開有數(shù)條圓形的溝糟2,這些溝槽就是前面提到的吸盤,這些吸盤是通過轉(zhuǎn)接件5的孔道4與小孔3相通,然后與卡盤體內(nèi)氣缸腔室6相連接。另外腔室6通過氣缸活塞桿后部的孔7通向連接管8,然后與裝在主軸后面的轉(zhuǎn)閥9相通。通過軟管10同真空泵系統(tǒng)相連接,按上述的氣路造成卡盤本體溝槽內(nèi)的真空,以吸著工件。反之,要取下被加工的工件時,向溝槽內(nèi)通以空氣。氣缸腔室6內(nèi)有時真空有時充氣,所以活塞11有時縮進(jìn)有時伸出。此活塞前端的凹窩在卡緊時起到吸著的作用。即工件被安裝之前缸內(nèi)腔室與大氣相通,所以在彈簧12的作用下活塞伸出卡盤的外面。當(dāng)工件被卡緊時缸內(nèi)造成真空則活塞頭縮進(jìn),一般真空卡盤的服引力與吸盤的有效面積和吸盤內(nèi)的真空度成正比。在自動控制中,有時要求卡緊速度要快,而卡緊速度則由真空卡盤的排氣量來決定。
...
-
-1 10
[例1]液壓系統(tǒng)故障的故障排除。
故障現(xiàn)象某數(shù)控沖床,換刀不能進(jìn)行,無報警。
分析及處理過程:該數(shù)控沖床換刀利用液壓機(jī)構(gòu),不能換刀的可能原因有:
(1)PLC到電磁閥之間電氣線路故障。
(2)液壓系統(tǒng)壓力異常,電磁閩卡死或損壞。
...