-
-8 7
- 一,、數(shù)控沖床PLC的控制對(duì)象
在討論沖床PLC系統(tǒng),,CNC數(shù)控系統(tǒng)和沖床各機(jī)械部件、沖床輔助裝置,、強(qiáng)電線路之間的關(guān)系時(shí),,常把數(shù)控沖床分為“NC側(cè)”和“MT側(cè)”(即機(jī)床側(cè))兩大部分。“NC側(cè)”包括CNC系統(tǒng)的硬件和軟件以及與CNC系統(tǒng)連接的外圍設(shè)備,。“MT側(cè)”包括沖床機(jī)械部分及其液壓,、氣壓、冷卻,、潤(rùn)滑,、排屑等輔助裝置,機(jī)床操作面板,,繼電器線路,,機(jī)床強(qiáng)電線路等。PLC處于CNC和MT之間,,對(duì)NC側(cè)和MT側(cè)的輸入/輸出信號(hào)進(jìn)行處理,。
MT側(cè)順序控制的最終對(duì)象隨數(shù)控沖床的類型、結(jié)構(gòu),、輔助裝置等的不同而有很大差別,。數(shù)控轉(zhuǎn)塔沖床機(jī)構(gòu)越復(fù)雜,輔助裝置越多,,最終受控對(duì)象也越多,。一般來說,最終受控對(duì)象的數(shù)量和順序控制程序的復(fù)雜程度從低到高依次為CNC車床,、CNC銑床,、加工中心、FMC和FMS,。
PLC在數(shù)控機(jī)床中有3種不同的配置方式
(1) PLC在沖床一側(cè),,代替了傳統(tǒng)的繼電器一接觸器邏輯控制,PLC有(m+n)個(gè)輸入/輸出(I/O)點(diǎn),,如圖3 5(a)所示,。
(2) PLC在電氣控制柜中,PLC有m個(gè)輸入/輸出( I/O)點(diǎn),,如圖3.5(b)所示,。
(3) PLC在電氣控制柜中,,而輸入/輸出接口在沖床一側(cè),如圖3.5(c)所示,。這種配置方式使CNC與機(jī)床接口的電纜大為減少,。
CNC裝置和沖床輸入/輸出信號(hào)的處理包括:
(1) CNC--機(jī)床
CNC的輸出數(shù)據(jù)經(jīng)PLC邏輯處理,通過輸入/輸出接口送至機(jī)床側(cè),。CNC至機(jī)床的信息主要是M,,S,T等功能代碼,。
PLC向機(jī)床側(cè)傳遞的信息主要是控制機(jī)床的執(zhí)行元件,,如電磁閥、繼電器,、接觸器以及確保機(jī)床各運(yùn)動(dòng)部件狀態(tài)的信號(hào)和故障指示等,。
(2)機(jī)床-CNC
從沖床側(cè)輸入的開關(guān)量經(jīng)PLC邏輯處理傳送到CNC裝置中。機(jī)床側(cè)傳遞給PLC的信息主要是機(jī)床操作面板上各開關(guān),、按鈕等的信息,,包括機(jī)床的啟動(dòng)、停止,,工作方式選擇,,倍率選擇,主軸的正,、反轉(zhuǎn)和停止,,切削液的開、關(guān),,卡盤的夾緊,、松開,各坐標(biāo)軸的點(diǎn)動(dòng)換刀及行程限位等開關(guān)信號(hào),。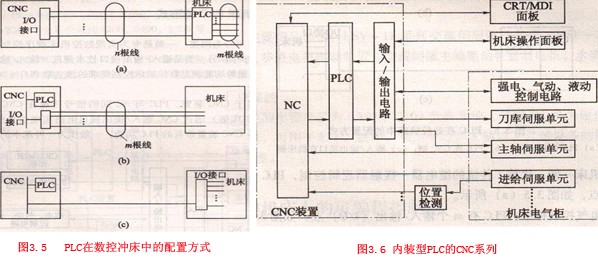
二,、數(shù)控沖床PLC的形式
數(shù)控沖床用PLC可分為兩類:一類是專為實(shí)現(xiàn)數(shù)控沖床順序控制而設(shè)計(jì)、制造的內(nèi)裝型PLC( Built -inType),;另一類是輸入/輸出接口技術(shù)規(guī)范,、輸入/輸出點(diǎn)數(shù)、程序存儲(chǔ)容量以及運(yùn)算和控制功能等均能滿足數(shù)控沖床控制要求的獨(dú)立型PLC(Stand-alone Type),。
(1)內(nèi)裝型PLC
內(nèi)裝型PLC從屬于CNC裝置,PLC與NC間的信號(hào)傳送在CNC裝置內(nèi)部即可實(shí)現(xiàn),。
PLC與“MT側(cè)”(機(jī)床側(cè))通過CNC輸入/輸出接口電路實(shí)現(xiàn)信號(hào)傳送,,如圖3 6所示。內(nèi)裝型PLC實(shí)際上是CNC裝置帶有的PLC功能,,一般作為一種基本的功能提供給用戶,。
內(nèi)裝型PLC的性能指標(biāo)(如輸入/輸出點(diǎn)數(shù),、程序更大步數(shù)、每步執(zhí)行時(shí)間,、程序掃描時(shí)間,、功能指令數(shù)目等)是根據(jù)所從屬的CNC系統(tǒng)的規(guī)格、性能,、適用機(jī)床的類型等確定的,,其硬件和軟件部分作為CNC系統(tǒng)的基本功能或附加功能與CNC系統(tǒng)一起統(tǒng)一設(shè)計(jì)、制造,。因此,,系統(tǒng)硬件和軟件整體結(jié)構(gòu)十分緊湊,PLC所具有的功能針對(duì)性強(qiáng),,技術(shù)指標(biāo)較合理,、實(shí)用,較適用于單臺(tái)數(shù)控機(jī)床及加工中心等場(chǎng)合,。
在系統(tǒng)的結(jié)構(gòu)上,,內(nèi)裝型PLC可與CNC共用CPU,也可單獨(dú)使用一個(gè)CPU,內(nèi)裝型PLC -般單獨(dú)制成一塊附加板,,插裝到CNC主板插座上,,不單獨(dú)配備I/O接口,而使用CNC系統(tǒng)本身的I/O接口,;PLC控制部分及部分I/O電路所用電源(一般是輸入口電源,,而輸出口電源是另配的)由CNC裝置提供,不另備電源,。采用內(nèi)裝型PLC結(jié)構(gòu),,CNC系統(tǒng)可以具有某些高級(jí)控制功能,如梯形圖編輯和傳送功能等,。
目前,,世界上著名的CNC廠家在其生產(chǎn)的CNC系統(tǒng)中,大多開發(fā)了內(nèi)裝型PLC功能,。常見的有:FANUC公司的FS-(PMC - L/M),,F(xiàn)S -OMate( PMC - UM).FS-3 (PC -D),FS -6(PC一A.PC -B),FS - 10/11( PMC -1),FS -15(PMC -N):SIEMENS公司的SINUMERIKSI0/820;A -B公司的8200,8400. 8500等,。
(2)獨(dú)立型PLC
獨(dú)立型PLC又需通用型PLC,。獨(dú)立型PLC獨(dú)立于CNC裝置,具有完備的硬件和軟件功能,,是能夠獨(dú)立完成規(guī)定控制任務(wù)的裝置,。采用獨(dú)立型PLC的數(shù)控機(jī)床系統(tǒng)框圖如圖3 7所示。
獨(dú)立型PLC的基本功能結(jié)構(gòu)與前所述的通用型PLC完全相同,。數(shù)控機(jī)床應(yīng)用的獨(dú)立型PLC,,一般采用中型或大型PLC,,uo點(diǎn)數(shù)一般在200點(diǎn)以上,所以多采用積木式模塊化結(jié)構(gòu),,具有安裝方便,,功能易于擴(kuò)展和變換等優(yōu)點(diǎn)。獨(dú)立型PLC的輸入/輸出點(diǎn)數(shù)可以通過輸入/輸出模塊的增減靈活配置,。有的獨(dú)立型PLC還可通過多個(gè)遠(yuǎn)程終端連接器,,構(gòu)成具有大置輸入/輸出點(diǎn)的網(wǎng)絡(luò),以實(shí)現(xiàn)大范圍的集中控制,。
生產(chǎn)通用受PLC的廠家很多,,應(yīng)用較多的有SIEMENS公司的SIMATIC S5,S7系列,,日本立石公司的OMROM SYSMAC系列,,F(xiàn)ANUC公司的PMC系列,三菱公司的FX系列等,。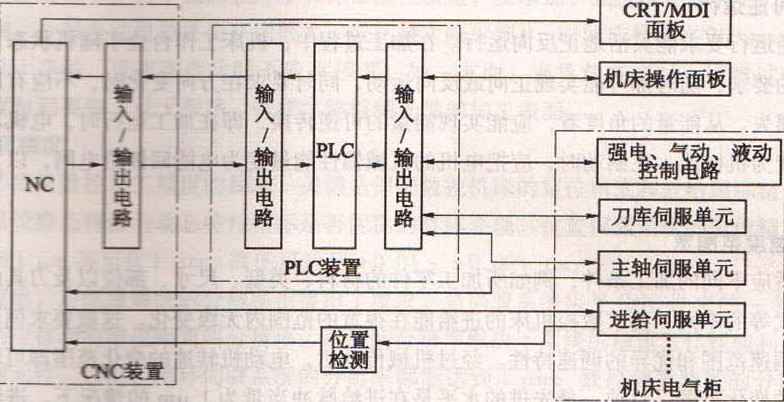
◎歡迎參與討論,,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn),。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack