-
-1 10
[例1]液壓系統(tǒng)故障的故障排除。
故障現(xiàn)象某數(shù)控沖床,換刀不能進(jìn)行,無(wú)報(bào)警。
分析及處理過(guò)程:該數(shù)控沖床換刀利用液壓機(jī)構(gòu),不能換刀的可能原因有:
(1)PLC到電磁閥之間電氣線路故障。
(2)液壓系統(tǒng)壓力異常,電磁閩卡死或損壞。
(3)換刀機(jī)構(gòu)卡死。
為判斷液壓系統(tǒng)是否正常,手動(dòng)方式下執(zhí)行主軸換擋,不能完成,再試其他液壓功能均不能完成,故懷疑為液壓系統(tǒng)故障。查系統(tǒng)保壓1.5MPa正常;執(zhí)行換刀,查換刀壓力1.5MPa,執(zhí)行過(guò)程中壓力表無(wú)變化,懷疑電磁閥未動(dòng)作;用螺釘旋具錐換刀電磁閥,鐵心伸縮順暢,無(wú)卡滯。拔下電磁閥電源插頭,測(cè)電磁闊線圈電阻,正常。測(cè)電磁閱供電電壓,發(fā)現(xiàn)只有15V且波動(dòng)。再查電磁間電源整流電橋,發(fā)現(xiàn)有一二極管斷開(kāi);更換后,數(shù)控沖床恢復(fù)正常。
[例2]彈性?shī)A具無(wú)法張開(kāi)的故障排除。
故障現(xiàn)象:某配套GSK980M系統(tǒng)的數(shù)控磨床,在裝卸工件時(shí),發(fā)現(xiàn)夾具無(wú)法張開(kāi)。
分析及處理過(guò)程:本數(shù)控沖床采用的是液壓彈性?shī)A具(液壓系統(tǒng)原理圖見(jiàn)圖5-11),都液壓缸壓力頂開(kāi)夾具進(jìn)行工件裝夾。經(jīng)檢查后發(fā)現(xiàn)夾具頂開(kāi)的行程遠(yuǎn)遠(yuǎn)不夠,因此調(diào)整夾具行程,調(diào)整后發(fā)現(xiàn)效果不佳,工件仍很難裝央。因此,進(jìn)一步檢查電氣控制回路,發(fā)現(xiàn)DC24V電磁閩線圈兩端電壓為22V(屬正常)。檢查液壓管路,發(fā)現(xiàn)管路正常,手動(dòng)控制液壓閥,使其處于左位機(jī)能,工件裝夾正常;拆開(kāi)電磁閥,發(fā)現(xiàn)間心處一固定螺釘松脫,導(dǎo)致電磁閩在得電過(guò)程中,閱心不能準(zhǔn)確到位,引起部分用于頂開(kāi)液壓缸的液壓油處于卸荷狀態(tài)。擰緊該螺釘,重新調(diào)試夾具行程后故障排除。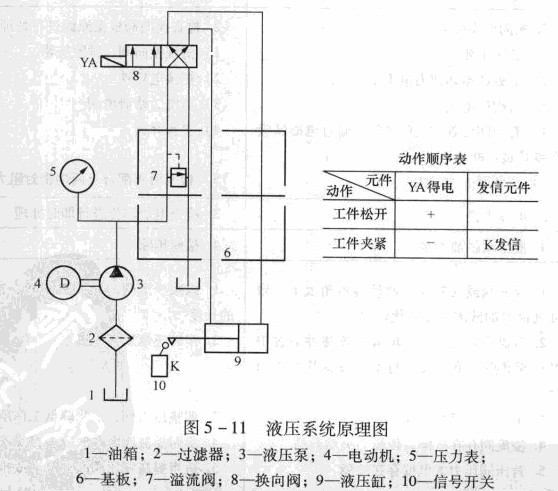
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack