-
-1 17
薄的加工件進(jìn)行沖壓加工時(shí)是難以?shī)A緊的,雖然對(duì)鐵系材料的工件可以使用磁性卡盤(pán),但是加工件容易被磁化,而數(shù)控沖床真空卡盤(pán)則是較理想的夾具。
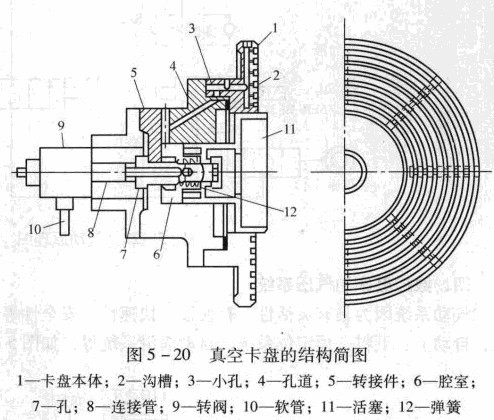
數(shù)控沖床的真空卡盤(pán)的結(jié)構(gòu)原理如圖5-20所示,下面簡(jiǎn)單介紹其工作原理。
在卡盤(pán)的前面裝有吸盤(pán),盤(pán)內(nèi)形成真空,而薄的被加工件就都大氣壓力被壓在吸盤(pán)上以達(dá)到夾緊的目的。一般在卡盤(pán)本體1上開(kāi)有數(shù)條圓形的溝糟2,這些溝槽就是前面提到的吸盤(pán),這些吸盤(pán)是通過(guò)轉(zhuǎn)接件5的孔道4與小孔3相通,然后與卡盤(pán)體內(nèi)氣缸腔室6相連接。另外腔室6通過(guò)氣缸活塞桿后部的孔7通向連接管8,然后與裝在主軸后面的轉(zhuǎn)閥9相通。通過(guò)軟管10同真空泵系統(tǒng)相連接,按上述的氣路造成卡盤(pán)本體溝槽內(nèi)的真空,以吸著工件。反之,要取下被加工的工件時(shí),向溝槽內(nèi)通以空氣。氣缸腔室6內(nèi)有時(shí)真空有時(shí)充氣,所以活塞11有時(shí)縮進(jìn)有時(shí)伸出。此活塞前端的凹窩在卡緊時(shí)起到吸著的作用。即工件被安裝之前缸內(nèi)腔室與大氣相通,所以在彈簧12的作用下活塞伸出卡盤(pán)的外面。當(dāng)工件被卡緊時(shí)缸內(nèi)造成真空則活塞頭縮進(jìn),一般真空卡盤(pán)的服引力與吸盤(pán)的有效面積和吸盤(pán)內(nèi)的真空度成正比。在自動(dòng)控制中,有時(shí)要求卡緊速度要快,而卡緊速度則由真空卡盤(pán)的排氣量來(lái)決定。
真空卡盤(pán)的夾緊與松央是由圖5 -21所示電磁間1的換向來(lái)進(jìn)行的,即打開(kāi)包括其空罐8在內(nèi)的回路以造成吸盤(pán)內(nèi)的真空,實(shí)現(xiàn)卡緊動(dòng)作。松夾時(shí),在關(guān)閉真空回路的同時(shí),通過(guò)電磁閥4迅速地打開(kāi)空氣源回路,以實(shí)現(xiàn)真空下瞬間松卡的動(dòng)作。電磁閥5是用以開(kāi)閉壓力繼電器6的回路。在卡緊的情況下此回路打開(kāi),當(dāng)吸盤(pán)內(nèi)真空度達(dá)到壓力繼電器的規(guī)定壓力時(shí),給出夾緊完了的信號(hào)。在松卡的情況下,回路已換成空氣源的壓力了,為了不損壞檢測(cè)真空的壓力繼電器,將此回路關(guān)閉。如上所述,卡緊與松卡時(shí),通過(guò)上述的三個(gè)電磁間自動(dòng)地進(jìn)行操作,而卡緊力的調(diào)節(jié)是由真空調(diào)節(jié)閥2來(lái)進(jìn)行的,根據(jù)被加工工件的尺寸、形狀可選擇最合適的卡緊力數(shù)值。
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack