-
-1 23
數(shù)控沖床工作臺交換支路
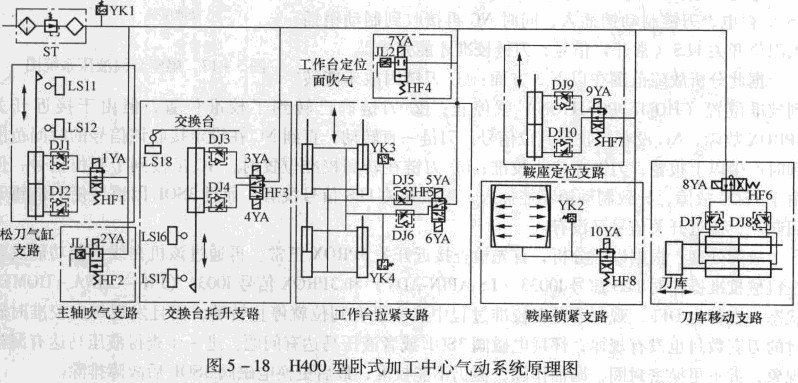
如圖5 - 18所示,交換臺是實現(xiàn)雙工作臺交換的關(guān)鍵部件,,由于數(shù)控沖床交換臺提升載荷較大(達1200ON),,工作過程中沖擊較大,設(shè)計上升,、下降動作時間為35,,且交換臺位置空間較大,故采用大直徑氣缸(D = 350rnm),、6mm內(nèi)徑的氣管可滿足設(shè)計載荷和變換時間的要求,。數(shù)控沖床無工作臺交換時,在兩位雙電控電磁閥HF3的控制下交換臺托升缸處于下位,,感應(yīng)開關(guān)LSI有信號,,工作臺與托叉分離,工作臺可以自由運動,。當(dāng)進行自動或手動的雙工作臺交換時,,數(shù)控系統(tǒng)通過PMC發(fā)出信號,使兩位雙電控電磁閩HF3的3YA得電,,托升缸下腔通人高壓氣,,活塞帶動托叉連同工作臺一起上升,當(dāng)達到上下運動的上終點位置時,,由接近開關(guān)LS16檢測其位置信號,,并通過變送擴展板傳送到CNC的PMC,控制交換臺回轉(zhuǎn)180,。運動開始動作,,接近開關(guān)ISI8檢測到回轉(zhuǎn)到位的信號,,并通過變送擴展扳傳送到CNC的PMC,,控制HF3的4YA得電,托升缸上腔通人高壓氣體,,活塞帶動托叉連同工作臺在重 力和托升缸的共同作用下一起下降,,當(dāng)達到上下運動的下終點位置時由接近開關(guān)LS17檢測其位置信號,并通過變送擴展板傳送到CNC的PMC,,雙工作臺交換過程結(jié)束,,數(shù)控沖床可以進行下一步的操作。在該支路中采用,。DJ3,、DJ4單向節(jié)流閥調(diào)節(jié)交換臺上升和下降的速度,,避免較大的載荷沖擊及對機械部件的損傷。
數(shù)控沖床工作臺夾緊支路
如圖5 -18所示,,由于H400加王中心要進行雙工作臺的交換,,為了節(jié)約變換時間,保證交換的可靠,,工作臺與鞍座之間必須具有能夠快速,、可靠的定位、夾緊及迅速脫離的功能,??山粨Q的工作臺固定于鞍座上,由4個帶定位錐的氣缸夾緊,,為了達到拉力大于12000N的可靠工作要求,,以及受位置結(jié)柏的限制,該氣缸采用了彈簧增力結(jié)構(gòu),,在氣缸內(nèi)徑僅為ct>63mm的情況下就達到了設(shè)計拉力要求,。例如,數(shù)控沖床氣動系統(tǒng)原理圖5二18所示,,該支路采用兩位雙電控電磁閥HF5進行控制,,當(dāng)雙工作臺交換將要進行或已經(jīng)進行完畢時,數(shù)控系統(tǒng)通過PMC控制電磁閥HF5,,使線圈5YA或6YA得電,,分別控制氣缸活塞的上升或下降,通過鋼珠拉 套機構(gòu)放松或拉緊工作臺上的拉釘,,完成鞍座與工作臺之間的放松或夾緊,。為了避免活塞運動時的沖擊,在該支路采用具有得電動作,、失電不動作,、雙線圈同時得電不動作特點的兩位雙電控電磁|詡HF5進行控制,可避免在動作進行過程中突然斷電造成的機械部件沖擊損傷,。采用單向節(jié)流閥DJ5,、DJ6來調(diào)節(jié)夾緊的速度,避免較大的沖擊載荷,。該位置由于受結(jié)構(gòu)限制,,用感應(yīng)開關(guān)檢測放松與拉緊信號較為困難,故采用可調(diào)工作點的壓力繼電器YK3,、YK4檢測壓力信號,,并以此信號作為氣缸的到位信號。
◎歡迎參與討論,,請在這里發(fā)表您的看法,、交流您的觀點,。
- 評論(0)
發(fā)表評論 TrackBack