-
-12 21
對于帶有刀具庫的數(shù)控沖床,主軸組件除具有較高的精度和剛度外,還帶有刀具自動裝卸裝置和主軸孔內(nèi)的切屑消除裝置,如圖6.4所示。主軸前端有7:24的錐孔,用于裝夾錐輛刀具;端面鍵13既做刀具定位用,又可通過它傳遞轉(zhuǎn)矩;為了實現(xiàn)刀具的自動裝卸,主軸內(nèi)設(shè)有刀具自動夾緊裝置。從圖中可以看出,該數(shù)控沖床是由拉緊機構(gòu)拉緊錐柄刀架尾端的軸頸來實現(xiàn)刀架的定位及夾緊。夾緊刀架時,液壓缸上腔接通回油,彈簧11椎動活塞6上移,處于圖示位置;拉桿4在碟形彈簧5的作用下向上移動。由于此時裝在拉桿前端徑向孔中的四個銅球12進入主軸孔中直徑較小的d2處(見圖6.4(b)被迫徑向收攏而卡進拉釘2的環(huán)形凹槽內(nèi),因而刀桿被拉桿拉緊,依靠摩擦力緊團在主軸上。換刀前需將刀架松開時,油液進入液壓缸上腔,活塞6椎動拉桿4向下移動,碟形彈簧被壓縮當鋼球12隨拉桿一起下移進入主軸孔中直徑較大的d1處時,它就不再能約束拉釘?shù)念^部,緊接著拉桿前端內(nèi)孔的臺肩端面碰到拉釘,將刀架頂松。此時行程開關(guān)10發(fā)出信號,換刀機械手隨即將刀架取下。與此同時,壓縮空氣由管接頭9經(jīng)活塞和拉桿的中心通孔吹入主軸裝刀孔內(nèi),把切屑或臟物清除干凈,以保證刀具的裝夾精度。機械手將新刀裝上主軸后,液壓缸7接通回油,碟形彈簧又拉緊刀架。刀架拉緊后,行程開關(guān)8發(fā)出信號。
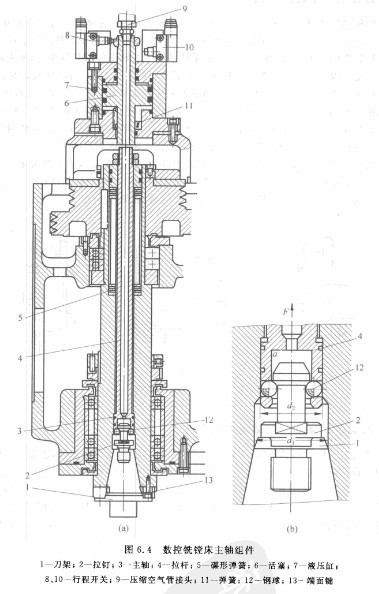
自動清除主軸孔中的切屑和灰塵是換刀操作中一個不容忽視的問題,如果在主軸錐孔中掉進了切屑或其他污物,在拉緊刀桿時,主軸錐孔表面和刀桿的錐柄就會被劃傷,甚至使刀桿發(fā)生偏斜,破壞刀具的正確定位,影響加工零件的精度,甚至使零件報廢。為了保證主軸錐孔的清潔,在刀柄被松開時,用壓縮空氣自動吹向主軸錐孔表面。圖6.4(a)中活塞6的心部鉆有壓縮空氣通道,壓縮空氣經(jīng)拉桿4吹出,將錐孔清理干凈。噴氣小孔設(shè)計要有合理的噴射角度,并均勻分布,以提高吹屑效果。
◎歡迎參與討論,請在這里發(fā)表您的看法、交流您的觀點。
- 評論(0)
發(fā)表評論 TrackBack