-
-1 19
1,、模具選用的注意事項(xiàng)
關(guān)于模具的相關(guān)知識(shí)
(一)標(biāo)準(zhǔn)模具的選用
(1)模具的刃口直徑應(yīng)盡量大于加工板厚的2倍,,直徑一般應(yīng)大于3mm,否則易折斷,,壽命極短,;但也不是絕對(duì)的,3mm直徑以下推薦使用進(jìn)口高速鋼作為模具材料,。
(2)加工厚板的模具尺寸接近工位極限尺寸時(shí)請(qǐng)往上選用大一級(jí)的工位以保證有足夠的退料力,。
(3)加工厚板的模具刃口不允許有尖角,所有尖角應(yīng)改為圓角過(guò)渡,,否則極易磨損或塌角,,推薦在一般情況下,盡可能用R>0.25t的圓角半徑來(lái)代替清角,。
...
-
-1 18
板料沖壓是利用裝在數(shù)控沖床上的沖模,,使板料產(chǎn)生分離或變形的加工方法。由于通常是在冷態(tài)下進(jìn)行的,,所以義叫“冷沖壓”,。只有當(dāng)板料厚度超過(guò)8—10mm時(shí),才采用熱沖壓,。
板料沖壓所用原材料主要是金屬板料,,條料、帶料,。也可以是塑料,、硬紙板、皮革等非金屬材料,。
...
-
-1 18
自由鍛是利用沖擊力或壓力使金屬在上,、下砧之問(wèn)產(chǎn)生塑性變形,從而得到所需鍛件的鍛造方法,。
一,、金屬加熱
加熱的目的是提高坯料的塑性和降低其變形抗力。
1.鍛造溫度
始鍛溫度:材料在鍛造時(shí)所允許的最高加熱溫度,稱為該材料的始終溫度,,一般定在該材料熔點(diǎn)下150—2000c,。
終鍛溫度:材料停止鍛造的溫度,稱為該材料的終鍛溫度,。
...
-
-1 16
基于CAXA的數(shù)控沖床CAD/CAM系統(tǒng)
青島卓東機(jī)械科技有限公司(廣西柳州 545005) 周彥明
【摘要】介紹了一種自主開(kāi)發(fā)的以CAXA為平臺(tái)的轉(zhuǎn)塔式數(shù)控沖床加工代碼自動(dòng)生成的CAD/CAM的編程系統(tǒng),,并介紹了系統(tǒng)的設(shè)計(jì)思路,,設(shè)計(jì)原理,,繪圖圖元模塊、文字,、直線,、矩形框、圓的技術(shù)處理,,數(shù)控代碼生成等技術(shù)內(nèi)容,。
...
-
-1 15
數(shù)控沖床使用1500-2000小時(shí)維護(hù)保養(yǎng)
滑潤(rùn)油脂吐出油量及壓力檢知功能測(cè)試與調(diào)整??諝庀到y(tǒng)之濾清器,,給油器調(diào)整閥等功能及水份雜質(zhì)測(cè)試檢查與必要調(diào)整。3,??諝鈮毫﹂_(kāi)關(guān)設(shè)定值檢查及壓力檢知功能測(cè)試與調(diào)整。模高指示開(kāi)關(guān)設(shè)定值檢查與實(shí)測(cè)值之檢查.與調(diào)整,。模高調(diào)整裝置之鏈輪,,鏈條,傳動(dòng)軸,,蝸輪蝸桿等另部件有無(wú)松脫,,異常及鏈條張力檢查.與調(diào)整。齒輪傳動(dòng)箱上蓋拆卸,,內(nèi)部機(jī)件磨損及鍵位松動(dòng)狀況之檢查并進(jìn)行油槽清洗,,潤(rùn)滑油 數(shù)控轉(zhuǎn)塔沖床換新及運(yùn)轉(zhuǎn)狀況,噪音,,振動(dòng)測(cè)試檢查,。傳動(dòng)系統(tǒng)各部位注油點(diǎn)之吐出油量及壓力測(cè)試.與調(diào)整。離剎機(jī)構(gòu)之活塞動(dòng)作,,剎車角度,,離剎問(wèn)隙及米令片麼耗量之測(cè)試點(diǎn)檢.與必要調(diào)整。
...
-
-1 13
數(shù)控沖床上模是整副沖模的上半部,,即安裝于壓力機(jī)滑塊上的沖模部分,。上模座是上模最上面的板狀零件,工件時(shí)緊貼壓力機(jī)滑塊,并通過(guò)模柄或直接一與壓力機(jī)滑塊固定,。下模是整剮沖模的下半部,,即安裝于水力機(jī)工作臺(tái)而上的沖模部分。下模座是下模底而的板狀零件,,工作時(shí)直接固定在壓力機(jī)工作臺(tái)而或墊板上,。刃壁是沖裁門模孔刃口的側(cè)壁,。刃口斜度是沖裁凹??兹斜诘拿總?cè)斜度。氣墊足以抹縮空氣為原動(dòng)力的彈頂器,。參閱“彈頂器”,。反側(cè)壓塊是從工作面的另一側(cè)支持單向受力凸模的零件。
...
-
-1 12
數(shù)控沖床的簡(jiǎn)略構(gòu)造
1.數(shù)控沖床上模
上模是整副沖模的上半部,,即安裝于壓力機(jī)滑塊上的沖模部分,。
...
-
-1 10
摘要:詳細(xì)分析了多工位數(shù)控沖床用冷沖模具的現(xiàn)狀,并從冷沖模具的材料選擇,、熱處理表面處理工藝,、機(jī)械制造技術(shù)的應(yīng)用等方面論述了國(guó)產(chǎn)化研究的技關(guān)鍵,提出了制造精密復(fù)雜長(zhǎng)壽命的具有國(guó)際競(jìng)爭(zhēng)力的模具產(chǎn)品的有效途徑,。
關(guān)鍵詞:數(shù)控沖床,;冷沖模具;國(guó)產(chǎn)化
近年來(lái),,隨著通訊,、電器開(kāi)關(guān)、儀器儀表等行業(yè)的迅速發(fā)展,,板金件沖壓工藝制造過(guò)程中多工位數(shù)控沖床的應(yīng)用呈迅猛發(fā)展的趨勢(shì),,其中絕大部分選用了日本多田、CENTRUM和AMADA公司的系列數(shù)控沖床,。與普通冷沖模具不同,,進(jìn)口多工位數(shù)控沖床用冷沖模具的凹凸模定位精度要求高,因此要求模具制造尺寸精度也很高,,同時(shí)由于數(shù)控沖床的沖速遠(yuǎn)高于普通沖床,,因此對(duì)模具的使用性能也相應(yīng)提高,這就對(duì)模具的材料選擇,、熱處理工藝和表面處理工藝等提出了更高的要求,,
...
-
-1 9
(1)采用新材料隨著冶金技術(shù)的不斷發(fā)展,制造模具的新材料小斷出現(xiàn),,迅速推廣和采用這些新材料對(duì)提高數(shù)控轉(zhuǎn)塔沖床模具壽命具有顯著成效,,現(xiàn)將幾種能提高模具壽命的新材料簡(jiǎn)介如下:
①Cr4W'2MoV Cr4W2MoV與Cr12鋼相比,,主要特點(diǎn)是共晶碳化物細(xì)小,分布均勻.具有較高的淬透性和淬硬性,,具有更高的力學(xué)性能和耐磨性,,并且由于合金元素加入,提高鋼的穩(wěn)定性,。
...
-
-1 8
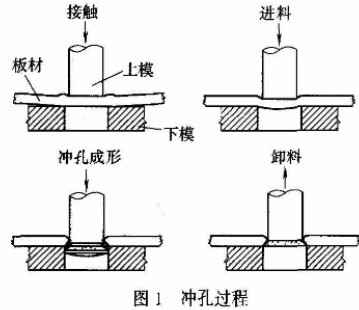
- (1)數(shù)控沖床沖壓過(guò)程模具的詳細(xì)沖壓過(guò)程見(jiàn)圖1,,沖壓時(shí)會(huì)在材料的斷面形成塌陷帶、光亮帶,、撕裂帶和毛刺四部分,,見(jiàn)圖2.其各部分的尺寸受材料厚度和模具間隙等因素影響會(huì)有所不同。
...