-
-7 31
為了在越高速加工復(fù)雜零件時獲得高精度,,許多CNC系統(tǒng)采用了精簡指令集系統(tǒng)(RISC) 0它可以計算系統(tǒng)參數(shù)產(chǎn)生的預(yù)期誤差,并根據(jù)實際需要進行修正,,從而使實際軌跡精確地跟蹤編程軌跡,,消除跟蹤誤差。RISC還具有控制加,、減速,,優(yōu)化執(zhí)行程序等功能,這種系統(tǒng)均已采用32 - 64位CPU.并帶有小型數(shù)據(jù)庫,,兼有CAM功能,,具有MAP3.0通信能力,采用C語言編程,,具有工具監(jiān)控功能,。日本FANUC公司生產(chǎn)的16/18 系列CNC系統(tǒng),采用了64位高速RISC微處理器,,可以實現(xiàn)微小線段連續(xù)高速加工,、前饋控制、高精度輪廓控制及高速DNC操作,。
...
-
-7 25
高速切削數(shù)控沖床優(yōu)良的力學(xué)性能,,必須通過它優(yōu)良的控制性能才能夠充分發(fā)揮,。數(shù)控高速切削加工要求CNC控制系統(tǒng)具有快速數(shù)據(jù)處理能力和高的功能化特性,以保證在高速切削時(特別是在4-5軸坐標(biāo)聯(lián)動加工復(fù)雜曲面時)仍具有良好的加工性能,。
...
-
-7 15
刀柄是高速切削加工的一個關(guān)鍵部件,,高速切削用的刀具,由于刀具旋轉(zhuǎn)速度很高,,無論從保證加工精度方面考慮,,還是從操作安全方面考慮,都對它的裝夾技術(shù)有很高的要求.傳統(tǒng)的刀柄與數(shù)控沖床主軸的連接方式是采用7 : 24錐柄實心刀柄(BT,、ISO),,這種方法由于只是靠大錐度結(jié)合,刀具與主軸的連接剛性相對較低,,當(dāng)主軸轉(zhuǎn)速超過10000r/min時,,由于離心力的作用,主軸7 : 24大端會產(chǎn)生擴張(圖忌的,,使刀具軸向定位精度和連接剛性下降,,振動加劇,甚至發(fā)生刀柄與主軸咬合的現(xiàn)象.主軸的膨脹還會引起刀柄及央緊機構(gòu)質(zhì)心的偏離,,從而影響主軸的動平衡,。要保證這種連接在高速下仍有可靠的接觸定位,需要一個很大的過盈量來抵消主軸軸端的膨脹,,這樣大的過盈量需拉桿產(chǎn)生很大的預(yù)緊拉力,,而拉桿產(chǎn)生這樣大的拉力一般很難,對換刀也非常不利,,還會使主軸膨脹,,對主軸前軸承有不良影響。分析表明,,刀尖25%-50%的變形來源于7 : 24錐度連接,,只有40%左右的變形源于主軸和軸承。因此,,傳統(tǒng)刀具的刀柄與主軸錐孔的配合方式和配合精度,,已經(jīng)不能滿足高速切削時的剛度和精度要求,因此開發(fā)新型的高速工具系統(tǒng)已成為改進高速切削系統(tǒng)的重要組成部分,。
...
-
-7 10
(1)刀體結(jié)構(gòu)
數(shù)控沖床高速鏡刀在很高的回轉(zhuǎn)速度下工作時,,其刀體和可轉(zhuǎn)位刀片均受到很大的離心力作用,要求設(shè)計十分可靠的刀體結(jié)構(gòu)和刀片夾緊結(jié)構(gòu),。機夾可轉(zhuǎn)位刀片的結(jié)構(gòu)形式應(yīng)能實現(xiàn)一個作用力的封閉連接,;刀體結(jié)構(gòu)形式要求與刀片之間形成封閉連接;刀片裝卸應(yīng)盡可能容易,;刀片夾緊機構(gòu)要有足夠的夾緊力,。圖8-5中給出了三種刀體與刀片的安裝夾緊形式,。為了調(diào)節(jié)刀具的不平衡度在刀體上徑向安裝了調(diào)整螺釘。
在高速切削中采用的平面鏡刀刀體現(xiàn)已使用鋁合金制造,,其優(yōu)點是刀具重量約為鋼的60%,,明顯降低了轉(zhuǎn)動慣量,使達到數(shù)控沖床主軸最高轉(zhuǎn)速的時間大為縮短,,有利于刀具的更換,;大尺寸刀具不容易產(chǎn)生顫動。日本住友電氣工業(yè)公司的RF型號刀體的鋁合金,,其抗拉強度為576N/mm2,,硬度150HB,是一般鋁合金的2倍,。為了提高鋁合金刀體的表團硬度,,采用表面硬質(zhì)氧化膜處理,可使表面硬度達到350-400HV,。
...
-
-7 1
數(shù)控沖床直線電機的結(jié)構(gòu)和特點在第5章5.2.4節(jié)已進行了講述,,下面主要介紹它的分類。
數(shù)控沖床直線電機直接產(chǎn)生直線形式的機械運動(一維或二維),。直線電機按原理分為直流直線電機,、交流永磁同步直線電機、交流感應(yīng)異步直線電機,、步進式直線電機,、磁阻式直線電機、壓電式直線電機和平面電機等,,其中,,以直流直線電機、交流永磁(同步)直線電機,、交流感應(yīng)(異步)直線電機組成的高速進給系統(tǒng)在高速機床中應(yīng)用較多,。目前,,實用的平面電機只限于平面步進電機,。
...
-
-6 24
數(shù)控沖床高速精密軸承的性能好壞將直接影響主軸單元的工作性能,是決定主軸壽命和負荷容的關(guān)鍵部件.隨著速度的提高,,軸承的溫度升高,,振動和噪聲增大,壽命減少,。因此,,提高數(shù)控沖床主軸轉(zhuǎn)速的前提是需要性能優(yōu)異的高速主軸軸承。
...
-
-6 19
數(shù)控沖床高速主軸單元是高速切削數(shù)控沖床最重要的部件,,也是實現(xiàn)高速和超高速加工的最關(guān)鍵技術(shù)之一,。要求動平衡性高,,剛性好,回轉(zhuǎn)精度高,,有良好的熱穩(wěn)定性,,能傳遞足夠的力矩和功率,能承受高的離心力,,帶有準確的測淚裝置和高效的冷卻裝置,。
高速主軸單元的類型主要有電主軸和氣動主軸,氣動主軸目前的研究主要是應(yīng)用于精密加工,,功率較小,,其最高轉(zhuǎn)速達150000r/min,輸出功率僅為30W左右,。
高速電主軸的結(jié)構(gòu)的特點
...
-
-6 15
采用自動測試系統(tǒng)提高加工精度在數(shù)控沖床上往往可采用工件在線測量和刀具監(jiān)控系統(tǒng)來提高數(shù)控沖床的加工精度,。
(1)采用工件在線自動測量系統(tǒng)提高零件加工精度 采用工件在線自動測量系統(tǒng)是采用工件測量系統(tǒng)對工件在安裝、加工過程中間,、加工結(jié)束時,,進行工件尺寸測量的刪量系統(tǒng)。在加工中如果能對影響加工誤差的各種因素都能采取有效的補償,,自然是很理想,。但是實際加工過程中由于隨機因素眾多,要使所有誤差都具有象機床空間誤差一樣透明的可用明確的數(shù)學(xué)模型來表達,,還有一些困難,。因此在加工誤差的補償方面需另辟途徑,即把整個加工誤差作為“黑箱”來處理,。它通過直接測量加工工件的最終誤差來發(fā)出修正指令,,而不需了解誤差的各個組成因素間的數(shù)學(xué)關(guān)系。
...
-
-6 9
數(shù)控沖床上的帶有托板交換工件的分度工作臺用端齒盤分度結(jié)構(gòu),。
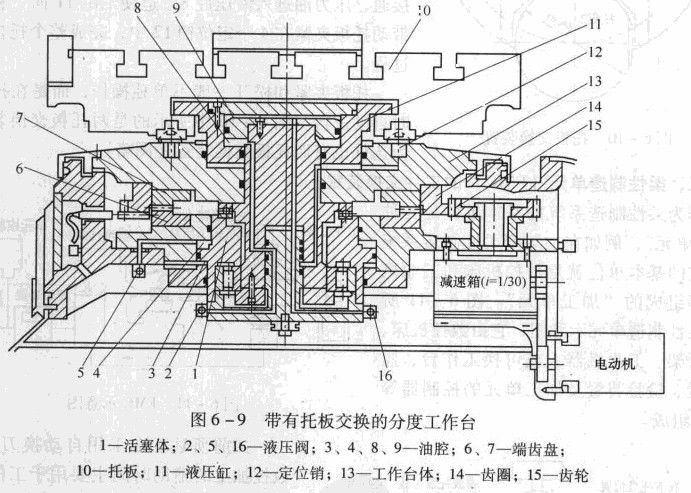
當(dāng)數(shù)控沖床工作臺不轉(zhuǎn)佳時,,上齒盤7和下齒盤6總是啃合在一起,當(dāng)控制系統(tǒng)給出分度指令后,,電磁鐵控制換向閥運動(圖中未畫出),,使壓力油進入油腔3,使活塞體l向上移動,,并通過滾珠軸承帶動整個工作臺臺體13向上移動,,臺體13的上移使得端齒盤6與7脫開,裝在工作臺13上的齒圈14與驅(qū)動齒輪15保持啃合狀態(tài),,電動機通過皮帶和一個降速比為i = 1130的減速箱 帶動齒輪15和齒圈14轉(zhuǎn)動,,當(dāng)控制系統(tǒng)給出轉(zhuǎn)動指令時,驅(qū)動電動機旋轉(zhuǎn)并帶動上齒盤7旋轉(zhuǎn)進行分度,。當(dāng)轉(zhuǎn)過所需角度后.驅(qū)動電動機停止,,壓力池通過液壓閥5進入油腔4,,迫使活塞體i向下移動并帶動整個工作臺臺體13下移,使上下齒盤相啃合,,可準確地定位,,從而實現(xiàn)了工 作臺的分度。
...
-
-5 31
數(shù)控沖床分度工作臺的分度和定位按照控制系統(tǒng)的指令自動進行,,每次轉(zhuǎn)位回轉(zhuǎn)一定的角度(90°,、60°、45°,、30°等),,為滿足分度精度的要求,要使用專門的定位元件,。常用的定位元件有插銷 定位,、反靠定位、端齒盤定位和鋼球定位等幾種,。
1.插銷定位的分度工作臺
數(shù)控沖床這種工作臺的定位元件由定位銷和定位套孔組成,,圖6 -5所示是自動換刀數(shù)控臥式鍵鏡床分度工作臺的結(jié)構(gòu)圖。
...