-
-9 2
在采用自動換刀裝置后,,數(shù)控加工的輔助時間主要用于工件安裝及調整,,為了進一步提高生產率,,就必須設法減少工件的安裝和調整時間,,因此,,下面將介紹幾種常用的工件自動交換系統(tǒng)。
托盤交換裝置
在柔性物流系統(tǒng)中,,工件一般都是用夾具定位央緊的,,而夾具被安裝在托盤上,當工件在數(shù)控沖床上加工時,,托盤支撐著工件完成加工任務,;當工件輸送時,托盤又承載著工件和夾具在數(shù)控沖床之間進行傳送,。因而,,從某種意義來說,托盤既是工件承載體,,也是各加工單元間的硬件接口,。因此,在FMS中,,不論數(shù)控沖床各自形式如何,,都必須采用這種統(tǒng)一的接口,才能使所有加工單元連接成為一個整體,。這就要求FMS中的所有托盤都必須采用統(tǒng)一的結構形式,。托盤的結構形狀一般類似于加工中心的工作臺,通常為正方形結構,,帶有大倒角的棱邊和T形槽以及用于夾具定位和夾緊的凸榫,。
在加工中心的基礎上配置更多(5個以上)的托盤,可組成環(huán)形回轉式托盤庫( AutomaticPallet Changer,,APC),,稱為柔性制造單元(FMC),如圖2 41所示,。托盤支承在圓柱環(huán)形導軌上,,由內側的環(huán)鏈拖動而回轉,鏈輪由電機驅動,。托盤的選定和停止位置由可編程控制器進行控制,,借助終端開關、光電識別器來實現(xiàn),。精密的托盤交換定位精度要求極高,,一般可達到士n 005 mm。更多的托盤變換系統(tǒng)是采用液壓驅動,,滾動導軌導向,,接近開關或組合開關作為定位信號,。托盤系統(tǒng)一般都具有存儲、運送功能,,自動檢測功能,,工件、刀具歸類功能,,切削狀態(tài)監(jiān)視功能等,。托盤的交換是由設在環(huán)形交換系統(tǒng)中的液壓或電動推拉機構來實現(xiàn)的。這種交換指的是在加工中心下加工的托盤與托盤系統(tǒng)中備用的托盤交換,。
圖2. 42所示為由工業(yè)機器人和數(shù)控沖床組成的FMC,,它在小型零件加工中應用十分方便。工業(yè)機器人從工件臺架上將待加工零件搬運到數(shù)控沖床上,,并將已加工完的工件運離數(shù)控沖床,。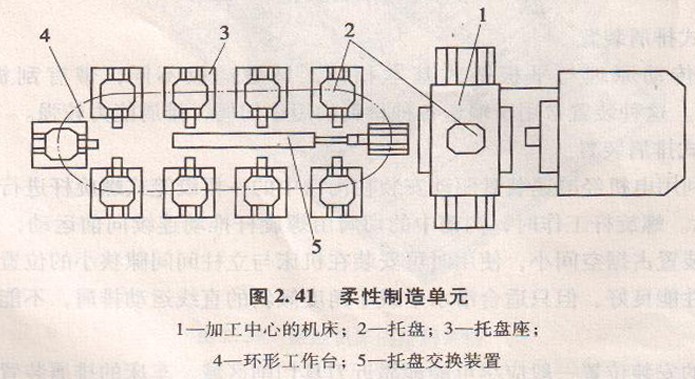
◎歡迎參與討論,請在這里發(fā)表您的看法,、交流您的觀點,。
- 評論(0)
發(fā)表評論 TrackBack