-
-3 14
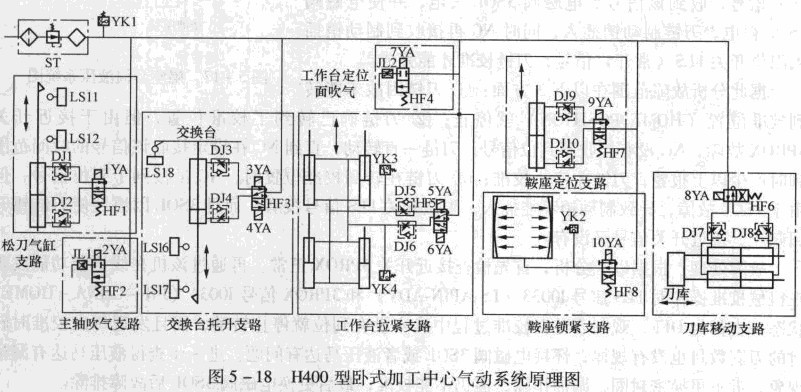
如圖5 -18所示,, H400型數(shù)控沖床工作臺(tái)具有回轉(zhuǎn)分度功能。與工作臺(tái)連接為一體的鞍座采用蝸輪蝸桿機(jī)構(gòu)使之可以回轉(zhuǎn),,鞍座與床鞍之間具有了相對(duì)回轉(zhuǎn)運(yùn)動(dòng),,并分別采用插銷(xiāo)和可以變形的薄壁氣缸實(shí)現(xiàn)床鞍和鞍座之間的定位與鎖緊。當(dāng)數(shù)控系統(tǒng)發(fā)出鞍座回轉(zhuǎn)指令并做好相應(yīng)的準(zhǔn)備后,,兩位單電控電磁閥HF7得電,,定位插銷(xiāo)缸活塞向下帶動(dòng)定位銷(xiāo)從定位孔中拔出,到達(dá)下運(yùn)動(dòng)極限位置后,,由感應(yīng)開(kāi)關(guān)檢測(cè)到位信號(hào),,通知數(shù)控系統(tǒng)可以進(jìn)行鞍座與床鞍的放松,此時(shí)兩位正在電控電磁闊盯8得電動(dòng)作,,鎖緊薄壁缸中高壓氣體放出,,鎖緊活塞彈性變形囚復(fù),使鞍座與床鞍分離,。該位置由于受結(jié)構(gòu)限制,,檢測(cè)放松與鎖緊信號(hào)較困難,,故采用可調(diào)工作點(diǎn)的壓力繼電器YK2檢測(cè)壓力信號(hào),,并以此信號(hào)作為位置檢測(cè)信號(hào)。該信號(hào)送人數(shù)控系統(tǒng),,控制鞍座進(jìn)行回轉(zhuǎn)動(dòng)作,,鞍座在電動(dòng)機(jī)、同步帶,、蝸桿-蝸輪機(jī)構(gòu)的帶動(dòng)下進(jìn)行回轉(zhuǎn)運(yùn)動(dòng),。當(dāng)達(dá)到預(yù)定位置時(shí),由感應(yīng)開(kāi)關(guān)發(fā)出到位信號(hào),,停止轉(zhuǎn)動(dòng),,完成回轉(zhuǎn)運(yùn)動(dòng)的初次定位。電磁閥HF7斷電,,插銷(xiāo)缸下腔通人高壓氣,,活塞帶動(dòng)插銷(xiāo)向上運(yùn)動(dòng),插入定位孔,進(jìn)行回轉(zhuǎn)運(yùn)動(dòng)的精確定位,。定位銷(xiāo)到位后,,感應(yīng)開(kāi)關(guān)發(fā)信通知鎖緊缸鎖緊,電磁閥舊3失電,,鎖緊缸充入高壓氣體,,鎖緊活塞變形,YK2檢測(cè)到壓力達(dá)到預(yù)定值后,,即是鞍座與鞍床夾緊完成,。至此,整個(gè)鞍座回轉(zhuǎn)動(dòng)作完成,。另外,,在該定位支路中, DJ9,、DJIO是為避免插銷(xiāo)沖擊損壞而設(shè)置的調(diào)節(jié)上升,、下降速度的單向節(jié)流閥。
刀庫(kù)移動(dòng)支路
H400數(shù)控沖床采用盤(pán)式刀庫(kù),,具有10個(gè)刀位,。在數(shù)控沖床進(jìn)行自動(dòng)換刀時(shí),由氣缸驅(qū)動(dòng)刀盤(pán)前后移動(dòng),,與主軸的上下左右方向的運(yùn)動(dòng)進(jìn)行配合實(shí)現(xiàn)刀具的裝卸,,并要求在運(yùn)行過(guò)程中穩(wěn)定、無(wú)沖擊,。如圖5 -18所示,,在換刀時(shí),當(dāng)主軸到達(dá)相應(yīng)位置后,,通過(guò)對(duì)電磁閥HF6得電和失電使刀盤(pán)前后移動(dòng),,到達(dá)兩端的極限位置,并由位置開(kāi)關(guān)感應(yīng)到位信號(hào),,與主軸運(yùn)動(dòng),、刀盤(pán)回轉(zhuǎn)運(yùn)動(dòng)協(xié)調(diào)配合完成換刀動(dòng)作。其中FH6斷電時(shí),,刀庫(kù)部件處于遠(yuǎn)離主軸的原位,。DJ7,DJ8為避免沖擊而設(shè)置的單向節(jié)流間,。
該氣動(dòng)系統(tǒng)中,,在交換臺(tái)支路和工作臺(tái)拉緊支路采用兩位雙電控電磁閥(HF3、HF4),,以澄免在動(dòng)作進(jìn)行過(guò)程中突然斷電造成的機(jī)械部件的沖擊損傷,。并且系統(tǒng)中所有的控制閥完全采用板式集裝閥連接,該種安裝方式結(jié)構(gòu)緊湊,易于控制,、維護(hù)與故障點(diǎn)檢測(cè),。為避免氣流放出時(shí)所產(chǎn)生的噪聲,在各支路的放氣口均加裝了消聲稽,。
◎歡迎參與討論,,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn),。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack