-
-12 28
李忠峰,楊 林,
沈陽(yáng)工業(yè)大學(xué)機(jī)械工程學(xué)院,遼寧 沈陽(yáng)
楊松,張春,張雪峰
青島卓東機(jī)械科技有限公司,山東 青島
摘要:以Visual Basic 6.o為開(kāi)發(fā)工具,基于IndraMotion MTX系統(tǒng),用OPC技術(shù)開(kāi)發(fā)了數(shù)控轉(zhuǎn)塔沖床實(shí)時(shí)加工仿真系統(tǒng)。根據(jù)該開(kāi)放式數(shù)控系統(tǒng)的特點(diǎn),對(duì)讀取的NC程序塊進(jìn)行實(shí)時(shí)處理,采用模塊化思想建立了仿真系統(tǒng)總體框架結(jié)構(gòu),最終實(shí)現(xiàn)對(duì)沖切加工程序的靜態(tài)和動(dòng)態(tài)仿真。
關(guān)鍵詞:數(shù)控系統(tǒng);OPC;轉(zhuǎn)塔沖床;仿真
0 引言
卓東機(jī)械科技有限公司生產(chǎn)的HP全自動(dòng)數(shù)控沖床采用德國(guó)博世力士樂(lè)(Bo.sch Rexroth)公司最新推出的開(kāi)放式數(shù)控系統(tǒng)IndraMotion MTX作為控制系統(tǒng),基于OPC技術(shù)進(jìn)行自主開(kāi)發(fā)。加工程序仿真是其重要的研究?jī)?nèi)容,下面將重點(diǎn)講述靜態(tài)相動(dòng)態(tài)加工仿真程序設(shè)計(jì)理念與實(shí)現(xiàn)過(guò)程。
I數(shù)控轉(zhuǎn)塔沖床簡(jiǎn)介
以卓東機(jī)械科技HP系列數(shù)控沖床(見(jiàn)圖1)為例,該系列數(shù)控沖床采用高速液壓主傳動(dòng)系統(tǒng),室行程速度(轉(zhuǎn)臺(tái)轉(zhuǎn)速)達(dá)1500r,/min.具有6個(gè)數(shù)控聯(lián)動(dòng)軸。沖頭下死點(diǎn)位置編程控制精度達(dá)o.01 mm,進(jìn)料y軸采用雙滾珠絲杠結(jié)構(gòu)。夾鉗位置可編程設(shè)定.自動(dòng)調(diào)節(jié),可滿足不同尺寸板料的加工要求,更大加T板材尺寸可達(dá)1 250×5 000;最高沖切頻率可達(dá)X- 750 cpm( Punchingtimcs pcr minutc),y=700 cpm;板料的更大移動(dòng)速度可達(dá)X;75 m,/min.y;70 m/min。數(shù)控系統(tǒng)采用IndraK40tion MTX進(jìn)行控制。
2加工仿真的意義
數(shù)控沖床的沖頭按照預(yù)先編寫(xiě)好的數(shù)控加工程序?qū)ぜM(jìn)行沖切加工。對(duì)數(shù)控沖切過(guò)程進(jìn)行仿真的目的是檢驗(yàn)數(shù)控沖切程序是否正確及沖切參數(shù)選擇是否合理.以期在實(shí)際沖切加工之前修正數(shù)控程序中的錯(cuò)誤,優(yōu)化各種加工參數(shù),從而達(dá)到降低廢品率和保護(hù)設(shè)備的目的。而動(dòng)態(tài)實(shí)時(shí)仿真則可以通過(guò)屏幕顯示各種實(shí)時(shí)沖切參數(shù),監(jiān)測(cè)沖切過(guò)程。
3靜態(tài)仿真的實(shí)現(xiàn)
靜態(tài)仿真是動(dòng)態(tài)仿真的前提和基礎(chǔ)。首先在加工前對(duì)NC程序的正確性進(jìn)行檢測(cè),即對(duì)NC程序的詞法和語(yǔ)法進(jìn)行檢驗(yàn)。詞法錯(cuò)誤主要是指程序中輸入了沖床不能識(shí)別的指令,對(duì)這種情況的處理方法是建立了沖床指令字符集,構(gòu)造了char型字符集,然后逐個(gè)讀人NC文件的字符,判斷它是否在沖床指令字符集中,如果不在則給出錯(cuò)誤信息,如果在則讀取下一字符。語(yǔ)法錯(cuò)誤主要包括書(shū)寫(xiě)格式錯(cuò)誤、指令搭配錯(cuò)誤、指令順序錯(cuò)誤、沖切順序錯(cuò)誤、沖切參數(shù)錯(cuò)誤等。為方便逐行逐字進(jìn)行語(yǔ)法檢查,可將代碼文件讀入到一個(gè)順序文件中,用數(shù)組格式進(jìn)行處理,具體結(jié)構(gòu)語(yǔ)句如下:
l.ine Input #l, MyLine
FileLine(M) =CStr(MyLine) M記錄敷組的行效
I-Len(MyLine) B字符串類型
M - M+l
Loop
Close #1
該數(shù)控轉(zhuǎn)塔沖床的加工指令集是根據(jù)開(kāi)放式數(shù)控系統(tǒng)IndraMotion MTX中的高級(jí)編程語(yǔ)言CP1。(Custom Program I。anguage)自主開(kāi)發(fā)的G功能代碼,其功能代碼可分為標(biāo)準(zhǔn)G功能和選配G功能。標(biāo)準(zhǔn)G功能包括沖壓加工、程序控制、基準(zhǔn)點(diǎn)指定、坐標(biāo)系指定、時(shí)間指定、制造模式和沖頭控制7種功能;選配G功能包括上料/下料、夾鉗設(shè)置和攻絲功能3種指令。
沖切加工程序包含有大量的信息,可從中分離出與仿真軌跡有關(guān)的信息,例如T(模具號(hào))、F(模具形狀)、A(尺寸)、B(尺寸)、C(尺寸)及G(角度)等信息。其中檢驗(yàn)?zāi)K可以對(duì)數(shù)控程序進(jìn)行正確性驗(yàn)證;譯碼模塊以程序段為單位處理沖切加工程序。由于刀具行處于程序文本的末尾,因此首先對(duì)刀具行的參數(shù)進(jìn)行處理·并存人刀具數(shù)據(jù)的數(shù)組中,以備后續(xù)程序進(jìn)行調(diào)用,刀具程序段處理流程圖見(jiàn)圖Z。
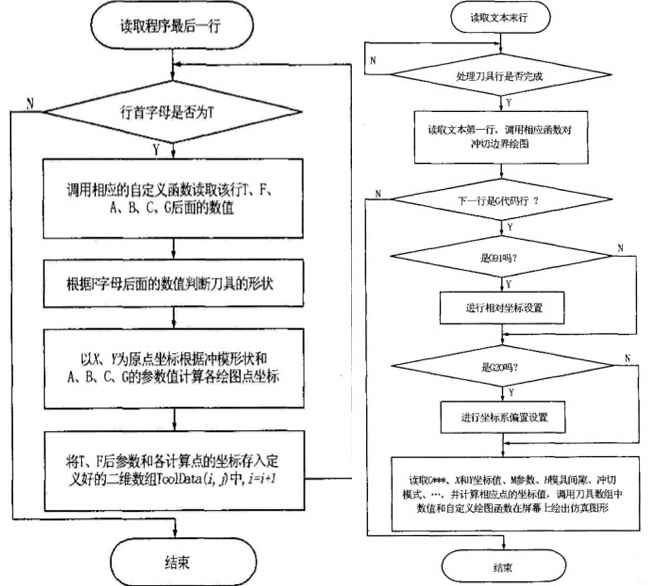
通篇文本程序采取邊解釋邊處理的有式。解釋處理模塊負(fù)責(zé)提取與沖切命令和狀態(tài)有關(guān)的信息,通過(guò)讀入緩存區(qū)的數(shù)據(jù)結(jié)構(gòu)進(jìn)行分析處理,得出與仿真有關(guān)的動(dòng)作及狀態(tài)信息,這里主要指對(duì)G代碼和M代碼的處理。靜態(tài)仿真程序解碼流程圖結(jié)構(gòu)見(jiàn)圖3。圖形的仿真顯示畫(huà)面采用VB中Picture控件的功能和屬性來(lái)實(shí)現(xiàn),界面采用網(wǎng)格式坐標(biāo)顯示圖形的具體位置,設(shè)置了圖形連續(xù)放大、縮小、移動(dòng)等功能。仿真畫(huà)面同時(shí)還顯示了相關(guān)的程序運(yùn)行信息,如運(yùn)行屬性、顯示屬性和程序數(shù)據(jù)等。本機(jī)夾鉗采用從下模上方通過(guò)
的方式,因而避免了下模與夾鉗碰撞,但是為了防止夾鉗被誤沖,因而采取了仿真程序?qū)A鉗死區(qū)進(jìn)行屏蔽的方式。圖4為板材上沖切北京奧運(yùn)五環(huán)標(biāo)志程序的仿真效果,其中圖案周圍矩形細(xì)線為沖切邊界(圖中白色箭頭所指)。
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack