-
-2 12
- 1 數(shù)控沖床液壓主傳動的優(yōu)點主要表現(xiàn)在以下幾方面1、可以根據(jù)板料厚度、沖孔類型以及送料速度和距離等因素,在程序中設(shè)定適當(dāng)?shù)纳纤傈c位置,盡量減少沖頭行程,并通過參數(shù)優(yōu)化消除送料與沖壓的間歇時間,從而提高了沖壓頻率。2、由于沖頭在整個沖壓循環(huán)中的速度可以參數(shù)化改變,通過降低沖頭在接觸板料時的速度,減輕了沖擊和振動,從而降低沖壓噪音。3、沖壓工藝性得到進(jìn)一步擴(kuò)展。不僅可以進(jìn)行高速打標(biāo)、快速沖孔,而且由于沖頭停止精度高、全行程均能發(fā)出更大沖壓力,因而適合于完成一些如拉伸和滾壓等特殊成型。目前,數(shù)控轉(zhuǎn)塔沖床主傳動采用的液壓系統(tǒng)主要有兩類:一是德國哈雷公司的專用于沖床的系列產(chǎn)品(見圖3.18),其具有技術(shù)領(lǐng)先、規(guī)格齊全、性能優(yōu)良、低耗節(jié)能、便于維修等優(yōu)點,在國內(nèi)外均有較高的市場份額。
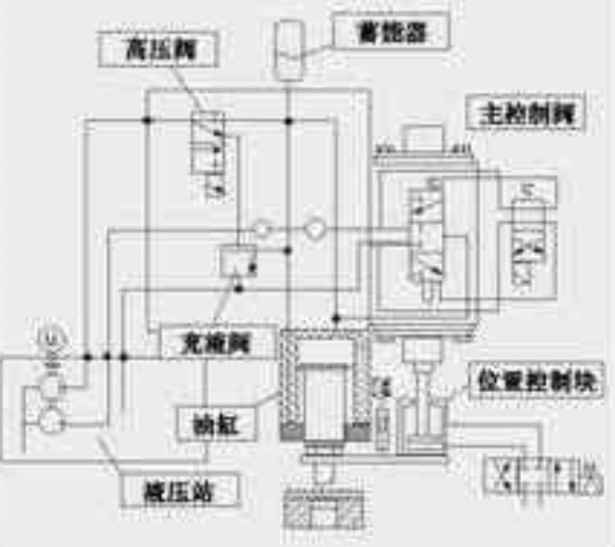 圖3.18德國哈雷HKL型液壓系統(tǒng)示意圖二是德國施耐德、力士樂公司的伺服閥控制液壓沖孔系統(tǒng),它具有響應(yīng)速度快、位置精度高等特點,但卻存在能耗及發(fā)熱量大、維修成本較高等不足。2 伺服電機(jī)驅(qū)動式主傳動的結(jié)構(gòu)形式主要有以下兩種1、在傳統(tǒng)機(jī)械式主傳動的基礎(chǔ)上,將伺服電機(jī)直接與曲軸相連,省去飛輪及離合器與制動器。日本AMADA公司的EM2510NT型數(shù)控轉(zhuǎn)塔沖床,是將兩臺伺服電機(jī)分別連接于曲軸的兩端,控制其同步運轉(zhuǎn),保證了對曲軸足夠的扭矩輸出,同時可以獲得很高的沖壓頻率。而另外一種結(jié)構(gòu)形式是伺服電機(jī)通過減速機(jī)再與曲軸相連(見圖3.19),這樣可以適當(dāng)降低伺服電機(jī)的額定扭矩,但最高沖壓頻率也被限制。圖3.19數(shù)控伺服電機(jī)驅(qū)動式主傳動部件2、伺服電機(jī)通過減速器與曲柄肘桿機(jī)構(gòu)相連,這是日本MURATEC公司的MOTORUM-2048LI型數(shù)控轉(zhuǎn)塔沖床的結(jié)構(gòu)形式(見圖3.20)。該結(jié)構(gòu)雖然比較復(fù)雜,但其利用曲柄肘桿機(jī)構(gòu)特有的增力特性,可以降低伺服電機(jī)的負(fù)載扭矩,并且曲柄旋轉(zhuǎn)一周,滑塊上下運動兩次,這樣能夠達(dá)到更高的沖壓頻率。
圖3.18德國哈雷HKL型液壓系統(tǒng)示意圖二是德國施耐德、力士樂公司的伺服閥控制液壓沖孔系統(tǒng),它具有響應(yīng)速度快、位置精度高等特點,但卻存在能耗及發(fā)熱量大、維修成本較高等不足。2 伺服電機(jī)驅(qū)動式主傳動的結(jié)構(gòu)形式主要有以下兩種1、在傳統(tǒng)機(jī)械式主傳動的基礎(chǔ)上,將伺服電機(jī)直接與曲軸相連,省去飛輪及離合器與制動器。日本AMADA公司的EM2510NT型數(shù)控轉(zhuǎn)塔沖床,是將兩臺伺服電機(jī)分別連接于曲軸的兩端,控制其同步運轉(zhuǎn),保證了對曲軸足夠的扭矩輸出,同時可以獲得很高的沖壓頻率。而另外一種結(jié)構(gòu)形式是伺服電機(jī)通過減速機(jī)再與曲軸相連(見圖3.19),這樣可以適當(dāng)降低伺服電機(jī)的額定扭矩,但最高沖壓頻率也被限制。圖3.19數(shù)控伺服電機(jī)驅(qū)動式主傳動部件2、伺服電機(jī)通過減速器與曲柄肘桿機(jī)構(gòu)相連,這是日本MURATEC公司的MOTORUM-2048LI型數(shù)控轉(zhuǎn)塔沖床的結(jié)構(gòu)形式(見圖3.20)。該結(jié)構(gòu)雖然比較復(fù)雜,但其利用曲柄肘桿機(jī)構(gòu)特有的增力特性,可以降低伺服電機(jī)的負(fù)載扭矩,并且曲柄旋轉(zhuǎn)一周,滑塊上下運動兩次,這樣能夠達(dá)到更高的沖壓頻率。
3 伺服電機(jī)驅(qū)動式主傳動的特點伺服電機(jī)驅(qū)動式主傳動,不僅保留了機(jī)械式主傳動結(jié)構(gòu)成熟可靠的優(yōu)點,而且具備了液壓主傳動的諸多特性,其特點主要有:(1)節(jié)省能源。傳統(tǒng)的機(jī)械式主傳動由電機(jī)帶動飛輪旋轉(zhuǎn)并積聚一定的能量,工作過程中,飛輪能量沖壓時消耗,并在返回上死點時重新積累。而對于伺服電機(jī)驅(qū)動式主傳動,能量無需存儲,伺服電機(jī)也不需要一直旋轉(zhuǎn),僅在沖壓時啟動并提供所需能量。另外,由于取消了飛輪及離合器與制動器,使結(jié)構(gòu)簡化,因此電能消耗大大降低。上述兩種數(shù)控轉(zhuǎn)塔沖床,與各自傳統(tǒng)機(jī)型相比,節(jié)能分別達(dá)到60%和30%,非常顯著。(2)降低噪音。滑塊沖壓磨具穿透板料時,會受沖壓反力作用產(chǎn)生振動和沖擊,由此帶來的噪音也會隨滑塊速度和沖壓力的增加而增大。機(jī)械式主傳動沖床通常通過加強(qiáng)床身和提高噸位來減少噪音。而伺服電機(jī)驅(qū)動式主傳動沖床卻能夠在行程的每時每刻對滑塊的速度進(jìn)行控制和調(diào)節(jié),因此可以在沖壓中段控制沖頭使其停頓,并降低其進(jìn)入板料時的速度,從而達(dá)到減少噪音的目的,通常降噪效果可達(dá)10分貝左右。另外,通過這種方式,在減少噪音的同時,還能減輕沖頭進(jìn)入板料時的沖擊,進(jìn)而延長模具的使用壽命。(3)提高效率。數(shù)控轉(zhuǎn)塔沖床伺服電機(jī)驅(qū)動式主傳動的滑塊行程和速度能夠任意調(diào)整,可以選擇沖壓所需的最短行程,同時設(shè)定合適的速度,使其與送料同步,從而有效地提高生產(chǎn)率。日本AMADA公司的EM2510NT型數(shù)控轉(zhuǎn)塔沖床,25mm步距下更大沖孔次數(shù)可達(dá)到500次/分鐘,而壓印時更高達(dá)1800次/分鐘,該指標(biāo)達(dá)到了目前數(shù)控轉(zhuǎn)塔沖床的高端水平。(4)優(yōu)化工藝。通過精確設(shè)定滑塊停止位置尤其是下死點,能夠提高成型模具的加工精度。按照沖壓工藝和模具類型,通過優(yōu)化程序來控制滑塊以適應(yīng)各種沖壓模式,如壓印、沖孔、成型等。以下列舉出幾種典型的工作模式:1)高速沖。伺服電機(jī)間歇運轉(zhuǎn),根據(jù)板料厚度、沖孔大小,控制沖頭以最短的行程和最快的速度進(jìn)行沖壓。2)步?jīng)_。伺服電機(jī)連續(xù)運轉(zhuǎn),按照一定的送料速度和步距,以合適的頻率連續(xù)沖壓。3)成型。精確設(shè)定沖頭下死點位置及停止時間,使成型模保證材料充分的變形與流動,提高其成型精度。4)靜音加工。通過程序控制沖頭打擊速度,采用兩段式?jīng)_壓,減少振動和噪音,延長模具壽命。5)模具校準(zhǔn)。通過監(jiān)測伺服電機(jī)的輸出扭矩來檢測上下模具的對中性。該模式下,控制滑塊緩緩下降至設(shè)定位置,并監(jiān)測當(dāng)沖頭接觸下模時伺服電機(jī)的扭矩,當(dāng)其超過平穩(wěn)進(jìn)入時的預(yù)設(shè)數(shù)值時,沖頭會停止運動并報警。4 離合器的控制沖壓加工時,數(shù)控沖床的驅(qū)動電動機(jī)和飛輪是經(jīng)常轉(zhuǎn)動的。沖床的沖壓及停止,只需開、停滑塊運動,這是通過控制裝置將離合器接合或脫開來實現(xiàn)的。數(shù)控轉(zhuǎn)塔沖床滑塊,經(jīng)常需要有以下幾種動作方式。1、單沖:滑塊作一次行程,然后停止在上始點附近;2、連凇滑塊作連續(xù)的往復(fù)行程;3、點動:在調(diào)整沖模時,常需要滑塊做小量移動;4、緊急停止:當(dāng)發(fā)生緊急情況時,需要滑塊立即停止移動。上述滑塊的不同動作,實質(zhì)上是個控制離合器和制動器的脫開或接合問題。制動器是為了克服離合器脫開后曲軸和滑塊的慣性運動,使之能立即停住的快停機(jī)構(gòu)。從操作的方便和安全出發(fā),不論是用電氣一機(jī)械或者電氣一氣動一機(jī)械控制方式,必須滿足下列要求。1、離合器和控制器要相互協(xié)調(diào)動作并要求在兩者動作之間連鎖,即開機(jī)時制動器先脫開,離合器稍滯后接合;停機(jī)時離合器先脫開,制動器稍滯后接合.否則會發(fā)生無功的動力消耗,離合器與制動器的過多磨損、發(fā)熱,甚至損壞機(jī)床等類事故。2、防止意外誤動而造成事故。在一些舊式的沖床上,多采用抽鍵式離合器,是用腳踏開關(guān)的拉桿將抽鍵從飛輪的鍵槽中抽出,使曲軸與飛輪連接脫開,飛輪空轉(zhuǎn),則曲軸與滑塊停止運動。這種沖床的單沖加工必須是踩下腳閘后立即抬起,否則就會產(chǎn)生連沖,如果操作者疏忽失誤,手指或工具未來得及脫離模具危險區(qū)域時,滑塊的連動落下將會發(fā)生嚴(yán)重事故。此外無意的觸動電鈕也會產(chǎn)生同樣后果。為此必須安裝必要的防護(hù)裝置,以防止意外事故的發(fā)生。3、控制離合器和制動器的動作要靈敏、可靠。否則在需要緊急制動時,滑塊不能急速停住而造成人員、模具或損壞設(shè)備等類事故。
◎歡迎參與討論,請在這里發(fā)表您的看法、交流您的觀點。
- 評論(0)
發(fā)表評論 TrackBack