-
-4 10
1、切削層與切削參數(shù)
金屬切削的過程是刀具與工件相互運動、相互作用的過程。刀具與工件的相對運動可以分解為兩個方面:一個是主運動;另一個是進給運動。
主運動:使工件與刀具產生相對運動而進行切削的最主要的運動。
刀刃上選定點相對于工件的主運動速度稱為切削速度。主運動特點是運動速度最高,消耗功率更大。主運動一般只有一個。
進給運動:保證金屬的切削能連續(xù)進行的運動。
工件或數(shù)控轉塔沖床刀具每轉動一周或每行進一個行程時,工件和刀具在進給運動方向的相對位移量,稱為進給量。進給運動的特點是運動速度低,消耗功率小。進給運動可以有幾個,可以是連續(xù)運動,也可以是間歇運動。
如圖1-1所示,外圓的車削運動中,Vc為切削刃某點切削速度,Vf為同一點的進給運動速度,Ve為兩個運動的合成速度。
金屬切削過程是通過刀具切削工件切削層進行的。在切削過程中,刀具的刀刃在一次走刀中從工件待加工表面切下的金屬層,被稱為切削層。切削層的截面尺寸被稱為切削層參數(shù)。此外,在切削層中還有一個重要概念--背吃刀量ap,它是在與主運動和進給運動方向所組成的平面相垂直的方向上測量得到的工件上已加工表面和待加工表面間的垂直距離。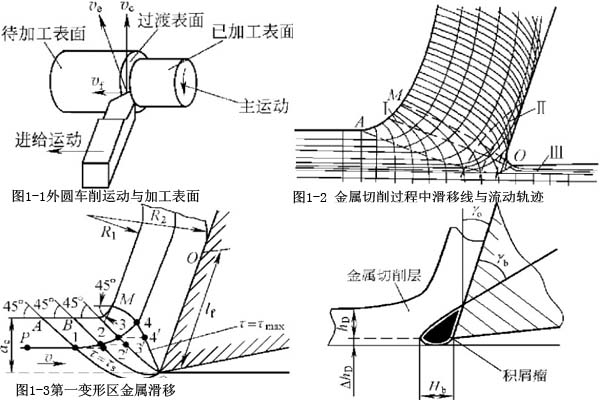
2、切削過程
金屬切削過程實際是被切削金屬層在刀具的擠壓下產生剪切滑移的塑性變形過程,在切削過程中也有彈性變形,但與塑性變形相比可以忽略。切削過程中,還會產生積屑瘤,反過來又對切削產生影響。
(1)金屬切削過程的變形
金屬在加工過程中會發(fā)生剪切和滑移,圖1-2表示金屬的滑移線與流動軌跡,其中橫向線是金屬流動軌跡線,縱向線是金屬的剪切滑移線。圖1-3表示金屬的滑移過程。由圖1-2可知,金屬切削過程的塑性變形通常可以劃分為三個變形區(qū)。
①第一變形區(qū) 切削層金屬從開始塑性變形到剪切滑移基本完成,這一過程區(qū)域稱為第一變形區(qū)。
②第二變形區(qū) 產生塑性變形的金屬切削層材料經過第一變形區(qū)后沿刀具前刀面流出,在靠近前刀面處形成第二變形區(qū)
③第三變形區(qū) 金屬切削層在己加工表面受刀具刀刃
(2)積屑瘤的形成及其對加工的影響
在一定的切削速度和保持連續(xù)切削的情況下,加工塑性材料時,在刀具前刀面常常黏結一塊剖面呈三角狀的硬塊,這塊金屬被稱為積屑瘤。
積屑瘤的形成可以根據第二變形區(qū)的特點來解釋。當金屬切削層從終滑移面流出時,受到刀具前刀面的擠壓和摩擦,切屑與刀具前刃面接觸面溫度升高,擠壓力和溫度達到一定的程度時,就產生黏結現(xiàn)象,也就是常說的“冷焊”。切屑流過與刀具黏附的底層時,產生內摩擦,這時底層上面金屬出現(xiàn)加工硬化,并與底層黏附在一起,逐漸長大,成為積屑瘤,如圖1-9所示。
積屑瘤的產生不但與材料的加工硬化有關,而且也與刀刃前區(qū)的溫度和壓力有關。一般情況下,材料的加工硬化性越強,越容易產生積屑瘤;溫度與壓力太低不會產生積屑瘤,溫度太高也不會產生積屑瘤;與溫度相對應,切削速度太低不會產生積屑瘤,切削速度太高,積屑瘤也不會產生,因為切削速度對切削溫度有較大的影響。
積屑瘤硬度很高,是工件材料硬度的2~3倍,能同刀具一樣對金屬進行切削。它對金屬切削過程會產生如下影響。
①實際刀具前角增大 刀具前角%指前刀面與基面之間的夾角。如圖1-4所示,由于積屑瘤的黏附,刀具前角增大了一個yb角度,如把積屑瘤看成是刀具的一部分,無疑實際刀具前角增大,變?yōu)?+ yb。
刀具前角增大可減小切削力,對切削過程有積極的作用。而且,積屑瘤的高度Hb越大,實際刀具前角也越大,切削越容易。
②實際切削厚度增大 由圖1-4可以看出,當積屑瘤存在時,實際的金屬切削層厚度比無積屑瘤時增加了一個AhD,顯然,這對工件切削尺寸的控制是不利的。值得注意的是,這個厚度AhD的增加并不是固定的,因為積屑瘤在不停地變化,它是一個產生、長大、最后脫落的周期性變化過程,這樣可能在加工中產生振動。
③加工后表面粗糙度增大 積屑瘤的底部一般比較穩(wěn)定,而它的頂部極不穩(wěn)定,經常會破裂,然后再形成。破裂的一部分隨切屑排除,另一部分留在加工表面上,使加工表面變得非常粗糙。因此,要想提高表面加工質量,必須控制積屑瘤的發(fā)生。
④切削刀具的耐用度降低 從積屑瘤在刀具上的黏附來看,積屑瘤應該對刀具有保護作用,它代替刀具切削,減少了刀具磨損。但積屑瘤的黏附是不穩(wěn)定的,它會周期性地從刀具上脫落。當它脫落時,可能使刀具表面金屬剝落,從而使刀具磨損加大。對于硬質合金刀具這一點表現(xiàn)尤為明顯。
根據積屑瘤產生的原因可以知道,積屑瘤是切屑與刀具前刀面摩擦,摩擦溫度達到一定程度,切屑與前刀面接觸層金屬發(fā)生加工硬化時產生的,因此可以采取以下幾個方面的措施來避免積屑瘤的發(fā)生。
a.首先從加工前的熱處理工藝階段解決。通過熱處理.提高零件材料的硬度,降低材料的加工硬化。
b.調整刀具角度,增大前角,從而減小切屑對刀具前刀面的壓力。
c.調低切削速度,使切削層與刀具前刀面接觸面溫度降低,避免黏結現(xiàn)象的發(fā)生;或采用較高的切削速度,提高切削溫度,因為溫度高到一定程度,積屑瘤也不會發(fā)生。
d.更換切削液,采用潤滑性能更好的切削液,減少切削摩擦。
◎歡迎參與討論,請在這里發(fā)表您的看法、交流您的觀點。
- 評論(0)
發(fā)表評論 TrackBack