青島卓東機(jī)械科技有限公司VT-300型數(shù)控沖模回磚頭壓力機(jī)為例進(jìn)行了以下系統(tǒng)研究。
1.1.1機(jī)床介紹
1、VT-300型數(shù)控沖模回磚頭壓力機(jī)的基本構(gòu)成
VT-300型數(shù)控沖模回磚頭壓力機(jī)也就是數(shù)控磚塔沖床是一種高效的板材加工設(shè)備,工作臺及轉(zhuǎn)盤的定位,臨時停機(jī)及各種各樣輔助功能,可通過系統(tǒng)內(nèi)的指令控制。
機(jī)器主要由四個部分組成:轉(zhuǎn)盤、工作臺、控制系統(tǒng)及液壓系統(tǒng)。控制系統(tǒng)可以自動方式操作,也可以手動方式操作。
2、電氣控制系統(tǒng)的組成
電氣控制系統(tǒng)主要由一下幾個部分組成:
3、SIEMENS 840D數(shù)控系統(tǒng)
數(shù)字控制系統(tǒng)SIEMENS 840D是電氣控制核心部分,位于電氣柜。它主要用來控制各坐標(biāo)軸的運(yùn)行,通過內(nèi)部PLC進(jìn)行各輔助功能的控制,保證數(shù)控轉(zhuǎn)塔沖床動作協(xié)調(diào)可靠。
4、SIEMENS 611D變頻系統(tǒng)
SIEMENS 611D數(shù)字伺服系統(tǒng)根據(jù)CNC輸出的伺服指令,驅(qū)動X、Y、A、C伺服電機(jī)實現(xiàn)要求的運(yùn)動。
5、X、Y、A、C伺服電機(jī)
VT-300型共有4個電機(jī),分別控制X、Y、A、C。
6、哈雷H+L、施耐德HE302或博士-力士樂HNC100液壓控制系統(tǒng)
7、各軸行程開關(guān)
8、各種無觸點(diǎn)、有觸點(diǎn)開關(guān)
9、電柜及有關(guān)接線盒
1.1.2主要參數(shù)
| 公稱力 | 300KN | X/Y軸行程 | 1250X1250mm |
| 更大加工板材尺寸(含一次再定位) | 2500X1250mm | 模位數(shù) | 24工位;32工位 |
| 旋轉(zhuǎn)工位(選件) | 2個 | 滑塊連續(xù)行程次數(shù) | 50spm |
| 滑塊行程 | 32mm | 主電機(jī)功率 | 11KW |
| 消耗總功率 | 25KW | 供氣壓力 | 0.55Mpa |
| 轉(zhuǎn)盤轉(zhuǎn)速 | 30RPM | X、Y軸更大移動速度 | 50m/min |
| 孔距精度 | +0.lmm | 更大加工板厚 | 6.35mm |
| 一次更大沖孔直徑 | 中88. 9nrn | 模具的形式 | 彈簧復(fù)位式 |
| 機(jī)器重 | 15噸 | | |
4.1.3 自動旋轉(zhuǎn)模具 | 沖孔能力 | 300KN | 自動旋轉(zhuǎn)工位 | 2個 |
| 模具尺寸更大對角線尺寸 | 60mm | 最小輸入單位 | 0.01 |
| 模具的形式 | 彈簧復(fù)位式 | 旋轉(zhuǎn)角度 | 3600(任意方向) |
| 控制軸名稱C軸 | | | |
1.2液壓主傳動
1.2.1液壓系統(tǒng)原理圖
如圖4.1
該液壓系統(tǒng)采用博士力士樂公司新型比例伺服閥,結(jié)合獨(dú)特的控制器HNC100,可方便的對沖壓動作進(jìn)行控制。配合位置傳感器LVDT的運(yùn)行,可直接從數(shù)控系統(tǒng)輸入指令來調(diào)整沖壓的行程、速度以及停留時間。而且,在一個沖壓過程中,可以改變速度。比如沖制一些板厚料時,我們可以在沖頭接近板料時采取比較快的速度,達(dá)到一個快速省時的目的,在切入板材厚度的1/3時,改變減低沖頭下行速度,使剪切過程軟化,減小噪音。LVDT和高頻閥的運(yùn)用使得沖頭定位準(zhǔn)確,可精確的進(jìn)行成型操作。HNC100可直接與計算機(jī)連接對沖壓過程進(jìn)行優(yōu)化可進(jìn)行成型過程控制,通過調(diào)制解調(diào)器,可進(jìn)行遠(yuǎn)程故障診斷。
1.2.2液壓主傳動動作順序
電磁閥通電,壓力被建立起來。
1.2.3液壓沖頭下行
比例伺服閥b通電,則三位五通比例伺服閥處于右側(cè)位置。
則:油泵抽出油的行走路線為:
Ql—P口過濾器過濾一打開單向閥一通過比例伺服閥一到達(dá)油缸的上腔
油泵Q2抽出的行走路線為:
Q2一-位三通液控閥一油箱
油缸下腔中的油的行走路線為:
油缸下腔的油一二位三通液控閥一油箱
1.2.4液壓沖頭回程
當(dāng)液壓沖頭回程時,二位三通液壓閥處于有側(cè)位置,三位四通電磁閥b得電,三位四通
液壓閥處于左側(cè)位置。
則:油泵抽出油的行走路線為:
Ql一二位三通液控閥一油缸下腔
油泵Q2中油的行走路線為:
Q2-油缸下腔
油缸上腔中的油的行走路線為:
油缸上腔中的油一三位四通液控閥一回油箱
1.3主傳動液壓系統(tǒng)的主要技術(shù)參數(shù)
| 油箱的容積 | 150L |
| 油的型號 | 美孚MOBIL DTE25 |
| 工作壓力 | 泵1280 bar |
| 泵2 280 bar |
| 工作流量 | 泵l 3 0L/min |
| 泵2 15L/nun |
| 油溫 | 30到60攝氏度 |
| 電機(jī)功率 | 11KW |
| 電機(jī)轉(zhuǎn)速 | 1470r/min |
1.4液壓傳動的特點(diǎn)
1.4.1優(yōu)點(diǎn)
1、可在運(yùn)行過程中方便地實現(xiàn)大范圍的無級調(diào)速,調(diào)速范圍可達(dá)1000:1。
2、液壓傳動裝置的重量輕,結(jié)構(gòu)緊湊,慣性小,其體積和重量只有同等功率電動機(jī)的12%左右,液壓傳動易實現(xiàn)快速啟動,制動及頻繁換向,每分鐘的幻想次數(shù)可達(dá)500(左右擺動),1000(往復(fù)移動)。
3、由于液壓傳動是以密閉回路上的靜壓力來傳遞的,屬柔性傳動,這使液壓元件的安裝位置有很大的靈活性。
4、只要用安全閥,便可實現(xiàn)過載保護(hù)。
5、可借助各種閥實現(xiàn)自動控制,若用電、液聯(lián)合控制,還可實現(xiàn)遙控。
6、液壓元件易實現(xiàn)標(biāo)準(zhǔn)化,系列化,通用化,便于設(shè)計,制造和擴(kuò)大應(yīng)用。
1.4.2缺點(diǎn)
1、漏油是很棘手的問題,不僅污染環(huán)境,甚至?xí)斐墒鹿省?br />2、噪音大。
3、由于液壓油的黏度隨油溫而變,這會引起液壓執(zhí)行機(jī)構(gòu)的運(yùn)動特性變化,故其不宜在很高或很低的溫度條件下工作。
4、液壓元件的精度高,造價高。
5、液壓元件的小孔、縫隙容易堵塞,因此必須特別注意油液的過濾。
4.5自動旋轉(zhuǎn)模具結(jié)構(gòu)
1.5.1介紹
自動旋轉(zhuǎn)模具可以使凸、凹模旋轉(zhuǎn)到任何所需的角度。
模具的旋轉(zhuǎn)是由一臺AC伺服電機(jī)驅(qū)動,旋轉(zhuǎn)工位上的模座結(jié)構(gòu)形式不同于其他工位。
旋轉(zhuǎn)模位于普通模位相比具有如下有點(diǎn):
1、在工位上可恨方便的加工各種的孔形
2、同一模具可完成多個模具的工作。
3、縮短生產(chǎn)周期。
如圖4.2所示

圖4.2旋轉(zhuǎn)模傳動示意圖
旋轉(zhuǎn)模具傳動結(jié)構(gòu)主要是由伺服電機(jī)、同步齒行帶、蝸輪蝸桿減速箱及漲緊裝置等組成。首先伺服電機(jī)帶動同步齒形帶,再通過同步齒形帶輪傳給蝸輪、蝸桿,通過減速箱外面的氣缸使旋轉(zhuǎn)裝置與模具分離和結(jié)合,從而使模具旋轉(zhuǎn)并可停在任一位置。長時間的使用后,同步齒形帶會有松弛現(xiàn)象,這時通過調(diào)節(jié)漲緊裝置的螺釘,拉動帶輪座移動,將同步齒形帶漲緊至適當(dāng)程度。
1.6轉(zhuǎn)盤
機(jī)器的上、轉(zhuǎn)盤位于機(jī)身的喉口里面,是由圓錐滾子軸承支撐其旋轉(zhuǎn)。凸模和凹模分別裝在上、下轉(zhuǎn)盤上,各定位銷孔分布在圓周上。該部分由AC伺服電機(jī)、定位銷和定位氣缸、減速器等組成。根據(jù)CNC指令,模具要換位時,轉(zhuǎn)盤的定位銷退出,AC伺服電機(jī)驅(qū)動轉(zhuǎn)盤到CNCziling要求的下一個模位,當(dāng)轉(zhuǎn)到新的指令位置時,電機(jī)停下,轉(zhuǎn)盤定位銷插入,保證了模具的精度定位。如圖4.3所示,電機(jī)、減速箱及傳動軸與床身固定。
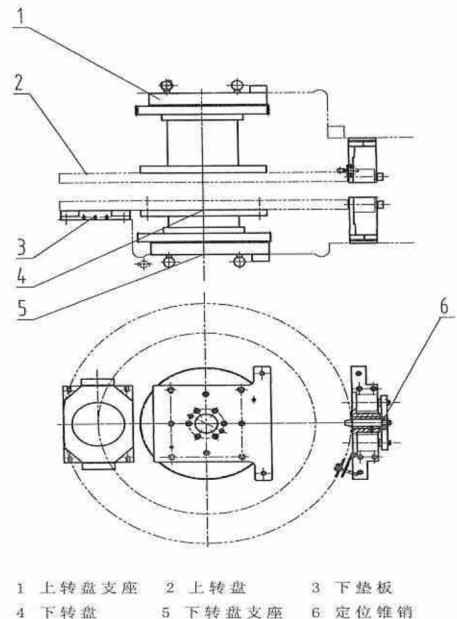
轉(zhuǎn)盤的轉(zhuǎn)動靠齒輪傳動和鏈傳動來完成。
齒輪傳動的特點(diǎn):
1、承載能力大。
2、瞬時傳動比恒定。
3、傳動比范圍較大,即可用于增速傳動,也可用于減速傳動。
4、節(jié)圓圓周速度和傳動功率變化范圍大。可以用于v>40m/s的高速傳動,也可用于中
速和v< 25m/s的低速傳動,傳遞功率可以小于lw,也可高達(dá)l06KW。
5、傳動的效率高,一般可以高達(dá)90%,漸開線圓柱齒輪的效率可以高達(dá)99%。
6、結(jié)構(gòu)比較緊湊,適用于近距離傳動。
7、無過載保護(hù)功能。如果齒輪制作精度較低,則傳動噪音和沖擊較大。
鏈傳動的特點(diǎn):
優(yōu)點(diǎn):
1、鏈傳動的制造與安裝精度要求低。
2、鏈輪齒受力較小,強(qiáng)度較高,磨損也較輕。
3、鏈傳動有較好的緩沖,吸振興性能。
4、鏈傳動的傳動比準(zhǔn)確,傳動效率高。
5、鏈條對軸的作用小。
6、鏈傳動的尺寸較緊湊。
7、鏈條裝折比較方便。
8、鏈傳動能在較大傳動比和較小中心距下工作。
9、鏈傳動對環(huán)境的適應(yīng)能力強(qiáng)。
10、鏈條的磨損伸長比較緩慢,張緊調(diào)解量較小。
1 1、鏈傳動在可燃?xì)夥障鹿ぷ靼踩煽俊?br />缺點(diǎn):
l、受空間限制,要求中心距大。
2、瞬時傳動比不恒定。
3、傳動比小。
4、轉(zhuǎn)速低。
5、噪音大。
1.7送料部分
送料部分是將被加工板材,按程序送到?jīng)_頭下,完成板料的定位,其組成如下。
1.7.1橫梁
橫梁是鋼板焊接結(jié)構(gòu),兩側(cè)的支承焊接在其下底面上,導(dǎo)向是靠直線滾動導(dǎo)軌。Y軸是由AC伺服電機(jī)驅(qū)動,電機(jī)用過無間隙撓性連桿器直接與滾珠絲杠聯(lián)接,絲杠裝配時已進(jìn)行了預(yù)緊,保證了無間隙傳動。絲杠傳動主要是一種將螺旋運(yùn)動轉(zhuǎn)化為直線運(yùn)動,同時傳遞能量和力或者調(diào)整零件位置的傳動形式,絲杠傳動也可以將直線傳動轉(zhuǎn)換為螺旋運(yùn)動。絲杠根據(jù)螺紋副摩擦性質(zhì)不同可分為滑動絲杠、滾動絲杠和靜壓絲杠三種形式。根據(jù)用途不同,可分為傳力絲杠、傳動絲杠和調(diào)整絲杠三種形式。
該數(shù)控沖床主要采用滾珠絲杠連接,其特點(diǎn)是:
1、摩擦阻力小,傳動效率高。
2、結(jié)構(gòu)復(fù)雜,制造困難。
3、具有傳動可逆性。
4、運(yùn)行平穩(wěn),起動是無振動,低速時無爬行。
5、定位精度和重復(fù)定位精度高,軸向剛度較高。
6、工作壽命長。
7、抗沖擊性差。
1.7.2溜板
溜板是退火的鑄鐵件,由固定在橫梁上的一根導(dǎo)軌導(dǎo)向。
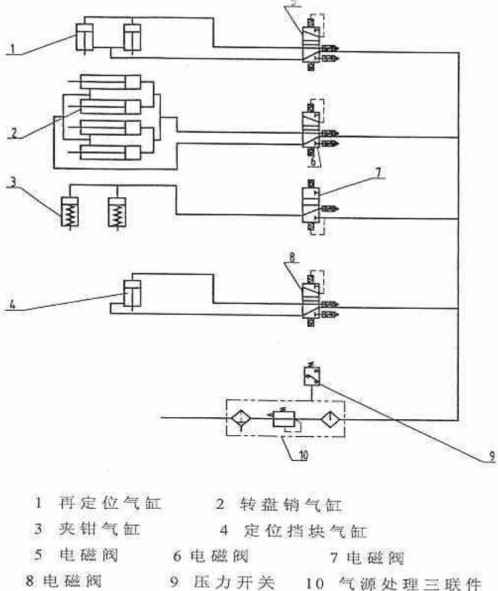
1.7.3氣路系統(tǒng)
該機(jī)的氣路系統(tǒng)由各類方向控制閥和氣源三聯(lián)件組成,氣源借口位于機(jī)器正面,所需供氣壓力0.55Mpa,各用氣部分分別是:轉(zhuǎn)模滑套的升降、轉(zhuǎn)盤定位銷、在定位、夾鉗、定位塊。壓力繼電器用來判斷氣源壓力是否達(dá)到設(shè)定值.如果沒有達(dá)到預(yù)定值,數(shù)控系統(tǒng)就會報警。壓縮空氣進(jìn)行各執(zhí)行件之前,先通過油霧器,然后再把油帶至個氣動執(zhí)行元件以達(dá)到潤滑的目的。如圖4.4所示。
如圖4.4
1、轉(zhuǎn)模滑快升降
轉(zhuǎn)模滑套的接合是雙電控二位五通閥控制的,速度可通過單向節(jié)流閥調(diào)整。
2、轉(zhuǎn)盤定位銷
轉(zhuǎn)盤的上、下兩個定位銷分別由兩個汽缸通過聯(lián)接板與銷子相連,氣缸支持在固定座上,由雙電控二位五通閥控制銷子的進(jìn)退,定位時的速度可由單向節(jié)流閥調(diào)整。
3、再定位
再定位氣缸的換向是由單電控二位五通閥控制,氣缸固定在與床身相聯(lián)的支架上,加工的板材需再定位時,再定位氣缸直接壓住鋼板,通過夾鉗的移動完成再定位的動作。
4、夾鉗
夾鉗油缸由雙電控二位五通閥控制,二位五通閥的閉開是由腳踏開關(guān)控制,夾鉗的控制是靠腳踏開關(guān)或控制板上的按鈕,結(jié)構(gòu)示意圖見圖4.5,夾鉗的更大夾緊厚度是6.35mm,夾鉗油缸的壓力油是通過一個氣液增壓缸提供的。
圖4.5
1.8定位擋塊
定位擋塊直接與氣缸桿相聯(lián)。
- 評論(0)
發(fā)表評論 TrackBack