-
-1 26
陳田玉,陳瑋,王欽若,李軍,逯憲斌
(1.廣東工業(yè)大學(xué)自動(dòng)化學(xué)院,廣州5100902.青島卓東機(jī)械科技有限公司,山東青島266400)
摘要:介紹了數(shù)控板材加工裝備的關(guān)鍵技術(shù)研究,對(duì)自行研制的數(shù)控沖床的關(guān)鍵技術(shù)進(jìn)行了深入的探討這些關(guān)鍵技術(shù)包括:數(shù)控沖床的高速高效化、智能化、網(wǎng)絡(luò)化,并在優(yōu)化刀具選擇和走刀路徑等方面給出了加工過(guò)程的優(yōu)化算法.
關(guān)鍵詞:數(shù)控板材加工裝備;高速高效;智能化;網(wǎng)絡(luò)化;柔性化
0 引言
數(shù)控板材加工裝備(以下簡(jiǎn)稱數(shù)控沖床)是集機(jī)、電、液一體化的前沿產(chǎn)品,是廣泛用于各類金屬薄板零件加工、一次性自動(dòng)完成多種復(fù)雜孔型和淺拉深成型的板材加工關(guān)鍵設(shè)備,其應(yīng)用領(lǐng)域包括通訊設(shè)備、電力開(kāi)關(guān)、電梯、汽車、農(nóng)機(jī)、各類儀器儀表等行業(yè),這類企業(yè)均是國(guó)家大力扶持的行業(yè)。特別是汽車、通訊及電力,是我國(guó)國(guó)民經(jīng)濟(jì)的支柱行業(yè)。近年來(lái),這些行業(yè)對(duì)數(shù)控沖床的需求越來(lái)越大,據(jù)行業(yè)管理部門調(diào)查預(yù)測(cè),目前全國(guó)市場(chǎng)對(duì)數(shù)控板材設(shè)備的年需求總量為3000~5000臺(tái)套.市場(chǎng)總值估計(jì)為人民幣40~60億元。而且行業(yè)對(duì)其性能指標(biāo)也提出了更高要求,如要求其具有更高的生產(chǎn)效率,更高的柔性,智能化以及網(wǎng)絡(luò)功能,同時(shí)可以實(shí)現(xiàn)車間及工廠的集成管理等。
在我國(guó)進(jìn)口數(shù)控轉(zhuǎn)塔沖床占據(jù)著市場(chǎng)主導(dǎo)地位,特別是高端產(chǎn)品幾乎以進(jìn)口產(chǎn)品為主,因此,我們迫切需要開(kāi)發(fā)高技術(shù)含量的國(guó)產(chǎn)數(shù)控沖床,與進(jìn)口產(chǎn)品形成抗衡,由此來(lái)提高國(guó)產(chǎn)產(chǎn)品的市場(chǎng)份額。然而目前國(guó)產(chǎn)數(shù)控沖床的技術(shù)水平比較落后,生產(chǎn)加工效率較低,網(wǎng)絡(luò)化智能化水平也有較大的差距,為此,本論文結(jié)合本課題組在研的數(shù)控沖床,對(duì)其關(guān)鍵技術(shù)進(jìn)行了探討,提出了相關(guān)指標(biāo)。
1 數(shù)控板材加工成套裝備的關(guān)鍵技術(shù)
目前國(guó)外的生產(chǎn)數(shù)控沖床的廠家有近三十家,有代表性的有日本AMADA、Murate、德國(guó)Trunlpf、比利時(shí)LVD、芬蘭Finn - power等企業(yè)。這些企業(yè)產(chǎn)品的發(fā)展趨勢(shì)就是設(shè)備向高速高效、網(wǎng)絡(luò)化、智能化和柔性化方向發(fā)展。高速高效主要體現(xiàn)在設(shè)備的加工頻率達(dá)到600-1000次/min.送料速度在1OOm/min以上:網(wǎng)絡(luò)化和智能化主要體現(xiàn)在設(shè)備可以進(jìn)行集成化生產(chǎn)管理:而柔性化則滿足用戶多品種、小批量的生產(chǎn)加工柔性需求,縮短用戶的生產(chǎn)準(zhǔn)備周期。國(guó)產(chǎn)產(chǎn)品必須在上述幾方面得到真正的提高和改善,才能與國(guó)外產(chǎn)品競(jìng)爭(zhēng)。
1.1 高速和高效
高速加工(High Speecl Machining,HSM)新工藝技術(shù)的發(fā)展,用戶對(duì)設(shè)備柔性、高生產(chǎn)率、多功能、高性能和低費(fèi)用的迫切需求,促進(jìn)了數(shù)控機(jī)床朝向高效高速化、高精度、可重構(gòu)和復(fù)合加工結(jié)構(gòu)方向發(fā)展,并已成為當(dāng)前數(shù)控機(jī)床發(fā)展的基本趨勢(shì)。高速加工的主要評(píng)定參數(shù)有主軸轉(zhuǎn)速( r/miii)、進(jìn)給速度( n1/min)、加速度(g)、換刀時(shí)間(S)等。
高速高效加工是一個(gè)復(fù)雜的過(guò)程,或者說(shuō)是一個(gè)系統(tǒng)工程,它將涉及機(jī)床結(jié)構(gòu)、高速主軸、快速坐標(biāo)驅(qū)動(dòng)、控制系統(tǒng)、高速加工工藝和編程、刀具、刀夾系統(tǒng)和接口、冷卻和安全操作等,只有所有這些方方面面都取得了成功,高速加工才能取得成功。
1.2 柔性化
當(dāng)今,柔性制造系統(tǒng)( FMS)已逐漸成為機(jī)械制造業(yè)的一種現(xiàn)代化生產(chǎn)模式。它為企業(yè)擴(kuò)大產(chǎn)品和零件品種、適應(yīng)市場(chǎng)對(duì)產(chǎn)品多樣化的需求、提高產(chǎn)品質(zhì)量及縮短產(chǎn)品的開(kāi)發(fā)和制造周期、提高勞動(dòng)生產(chǎn)率及市場(chǎng)應(yīng)變能力創(chuàng)造了廣闊的前景.柔性自動(dòng)化技術(shù)是制造業(yè)適應(yīng)動(dòng)態(tài)市場(chǎng)需求及產(chǎn)品迅速更新的主要手段,是各國(guó)制造業(yè)發(fā)展的主流趨勢(shì),
所謂制造裝備及制造系統(tǒng)的柔性化是指當(dāng)產(chǎn)品的品種的需求發(fā)生變化時(shí),它們?nèi)阅茉跐M足經(jīng)濟(jì)性的前提下,實(shí)現(xiàn)及時(shí)轉(zhuǎn)換生產(chǎn)的適應(yīng)能力。從定義可以看出,柔性化的涵義是非常廣泛的。柔性制造系統(tǒng)( FMS)是一項(xiàng)工程應(yīng)用技術(shù),它的內(nèi)部組成因使用目的而異,客觀上很難有一個(gè)統(tǒng)一的模式。人們通常是根據(jù)自己的實(shí)際需要來(lái)研究系統(tǒng)的柔性化,針對(duì)數(shù)控系統(tǒng),F(xiàn)MS可由以下四部分組成:
(1)物料管理單元:主要負(fù)責(zé)材料的存放和運(yùn)送,成品和半成品的存放和運(yùn)送,保證加工過(guò)程無(wú)中斷,
(2)刀具管理單元:包括刀具存儲(chǔ)庫(kù)、交換刀具的攜帶裝置、交換刀具的運(yùn)送裝置、刀具刃磨、組裝及預(yù)調(diào)工作站等,主要功能是保證數(shù)控機(jī)床能準(zhǔn)確快速地選用符合要求的刀具。
(3)數(shù)控系統(tǒng):不但要保證加工過(guò)程的快速性和可靠性,還要求系統(tǒng)在加工圖紙改變時(shí)能快速地作出響應(yīng),控制相應(yīng)的部件來(lái)完成加工任務(wù)。
(4)廢料處理單元:主要是負(fù)責(zé)處理加工過(guò)程所產(chǎn)生的廢料。
1.3 智能化
隨著人工智能在計(jì)算機(jī)領(lǐng)域的滲透和發(fā)展,數(shù)控系統(tǒng)引入了自適應(yīng)控制、模糊控制和神經(jīng)網(wǎng)絡(luò)的控制機(jī)理,不但具有自動(dòng)編程、前憒控制、模糊控制、自適應(yīng)控制、工藝參數(shù)自動(dòng)生成、三維刀具補(bǔ)償、運(yùn)動(dòng)參數(shù)動(dòng)態(tài)補(bǔ)償、溫差剛性變形補(bǔ)償?shù)裙δ埽胰藱C(jī)界面極為友好,故障診斷專家系統(tǒng)使自診和故障監(jiān)控功能更加完善8。。目前,數(shù)控機(jī)床的智能化變得越來(lái)越重要。機(jī)床的智能化的程度也成了判定其先進(jìn)性的重要條件之一二數(shù)控系統(tǒng)在控制性能上向智能化方向發(fā)展。數(shù)控系統(tǒng)的智能化主要體現(xiàn)在以下幾方面.
(1)任務(wù)規(guī)劃的智能化、。是數(shù)控機(jī)床將接受的任務(wù)變?yōu)閿?shù)控機(jī)床隨環(huán)境的變化而不斷調(diào)整的目標(biāo)任務(wù)。
(2)自我完善和提高的能力。表現(xiàn)為數(shù)控機(jī)床獲取知識(shí)的能力,包含向?qū)<覍W(xué)習(xí),豐富和提高機(jī)器的“知識(shí)”結(jié)構(gòu)能力和通過(guò)給定獎(jiǎng)懲函數(shù)自身提煉新知識(shí)的能力,
(3)自適應(yīng)的人機(jī)界面。機(jī)器能夠適應(yīng)不同的操作人員,提供不同的人機(jī)接口及充分的信息交換能力。
(4)加工過(guò)程的智能控制。通過(guò)對(duì)影響加工過(guò)程的因素和被控量的檢測(cè)及提取,快速實(shí)現(xiàn)目標(biāo)的智能決策和控制。
(5)故障診斷智能化,快速定位故障的原因和部位,自動(dòng)或指導(dǎo)排除故障。
1.4 網(wǎng)絡(luò)化
NetCNC(網(wǎng)絡(luò)數(shù)控)技術(shù)意味著生產(chǎn)率、柔性、集成和競(jìng)爭(zhēng)力,是制造業(yè)實(shí)現(xiàn)e -M的關(guān)鍵裝備。為此,現(xiàn)今許多數(shù)控機(jī)床或系統(tǒng)制造商都極力進(jìn)軍該領(lǐng)域,他們不僅出售機(jī)床設(shè)備或控制系統(tǒng),同時(shí)也出售他們研發(fā)的配套軟件產(chǎn)品,為實(shí)現(xiàn)信息技術(shù)、制造技術(shù)、生產(chǎn)管理和制造控制融合集成,提高企業(yè)生產(chǎn)率、快速響應(yīng)能力和綜合競(jìng)爭(zhēng)力提出整體解決方案。數(shù)控機(jī)床的網(wǎng)絡(luò)化體現(xiàn)為以下幾個(gè)方面:
(1)便于采用數(shù)字化制造整體解決方案、一企業(yè)能進(jìn)行統(tǒng)一的自動(dòng)化規(guī)劃,解決從產(chǎn)品設(shè)計(jì)部門到制造車間的無(wú)縫連接,實(shí)現(xiàn)全企業(yè)集成。
(2)可以與CAD/CAYI工作站鏈接,接收加工信息。
(3)易于生產(chǎn)過(guò)程數(shù)據(jù)的采集、保存和查詢。
(4)實(shí)現(xiàn)生產(chǎn)過(guò)程監(jiān)控。企業(yè)管理人員在遠(yuǎn)離制造車間現(xiàn)場(chǎng)的任何一臺(tái)聯(lián)網(wǎng)的PCM站點(diǎn)上,通過(guò)Wcl,瀏覽器方式就能看到生產(chǎn)現(xiàn)場(chǎng)實(shí)時(shí)信息。
(5)有利于企業(yè)的柔性化管理j也使得企業(yè)可進(jìn)行與其它企業(yè)車間的管理和信息交流。
(6)設(shè)備遠(yuǎn)程故障診斷和維護(hù)服務(wù)。
(7)實(shí)現(xiàn)可重配制造系統(tǒng)。對(duì)NetcNC制造系統(tǒng),CNS機(jī)床是作為制造業(yè)內(nèi)部網(wǎng)上的一個(gè)節(jié)點(diǎn),可形成動(dòng)態(tài)的網(wǎng)絡(luò)化制造系統(tǒng)的一個(gè)組成部分,從而易于進(jìn)行數(shù)控機(jī)床重組,實(shí)現(xiàn)RMS,適應(yīng)變批量定制生產(chǎn)模式。
2數(shù)控板材加工裝備的關(guān)鍵技術(shù)的實(shí)現(xiàn)
圖1是本課題組在研的數(shù)控板材加工裝備(數(shù)控沖床)系統(tǒng)框圖,筆者把它分成五部分:輸入單元、邏輯數(shù)字控制單元、伺服控制單元、液壓控制單元和人機(jī)界面。根據(jù)第一節(jié)提出的幾點(diǎn)關(guān)鍵技術(shù),目前我們對(duì)在研數(shù)控沖床的高速化、智能化和網(wǎng)絡(luò)化這三方面展開(kāi)了研究。
圖1 數(shù)控板材加工裝備的系統(tǒng)框架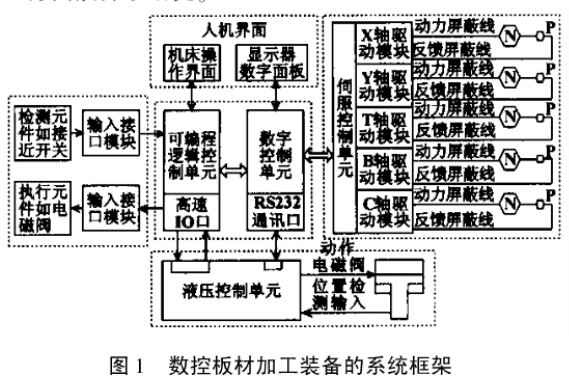
2.1 高速高效的研究
數(shù)控轉(zhuǎn)塔沖床的高速高效是一個(gè)涉及面很廣的研究課題,我們主要從以下三方面著手研究在研設(shè)備的高速高效的問(wèn)題.
(1)高速主軸
高速主軸是高速機(jī)床中最為關(guān)鍵的部件,多采用電機(jī)和主軸一體化設(shè)計(jì)的高速電主軸( HSES)或復(fù)合電主軸,高速電主軸單元主要包括電主軸、軸承、內(nèi)裝式電機(jī)和刀具夾持裝置4個(gè)部分。輕結(jié)構(gòu)、高強(qiáng)度、高剛性、良好的動(dòng)平衡和熱控制是成功電主軸設(shè)計(jì)的關(guān)鍵。
(2)快速驅(qū)動(dòng)
高速加工要求機(jī)床坐標(biāo)應(yīng)容易移動(dòng),快速響應(yīng),準(zhǔn)確定位和具有高重復(fù)定位精度,特別是在采用更多短時(shí)的快速移動(dòng)來(lái)加工中小尺寸零件的應(yīng)用場(chǎng)合,坐標(biāo)移動(dòng)速度和高加減速的重要性將會(huì)更加突出。直線電機(jī)是我們的首選,它的電流被直接轉(zhuǎn)變成運(yùn)動(dòng)而不再需要通過(guò)中間的機(jī)械傳動(dòng)部件,它的初級(jí)部件直接安裝在可高速運(yùn)轉(zhuǎn)并具有較高軌跡精度的導(dǎo)軌上,所以它具有速度高、加速度大、定位精度高、行程不受限制等優(yōu)點(diǎn).
(3)從軟件方面改善數(shù)控系統(tǒng)的性能
理想的硬件平臺(tái)能保證是數(shù)控系統(tǒng)高速的保證,但也不能忽略了數(shù)控系統(tǒng)的軟件方面。對(duì)于高速的數(shù)控系統(tǒng),先進(jìn)的軟件平臺(tái)是必不可少的.有了適合的軟件平臺(tái),我們可以通過(guò)優(yōu)化插補(bǔ)算法、優(yōu)化走刀路徑、優(yōu)化換刀時(shí)間等來(lái)減少加工過(guò)程的時(shí)間,從而達(dá)到高速的目標(biāo)。
2.2 智能化研究
(1)友好的人機(jī)界面
以往,加工命令是用一些數(shù)控專用的指令來(lái)表示,通常一個(gè)加工命令要輸入許多條加工指令,不但影響加工效率而且不便于操作。我們把加工命令用圖形來(lái)顯示,用戶只需在操作界面上選擇要加工的圖形,然后設(shè)定相應(yīng)的參數(shù),數(shù)控沖床系統(tǒng)便可以自動(dòng)地生成相應(yīng)的加工指令。
(2)CAD/CAM自動(dòng)編程
在研的數(shù)控沖床系統(tǒng)采取CAD/CAM自動(dòng)編程的方式。用戶只需要在CAD上把要加工的三維加工圖紙畫(huà)好,然后傳給數(shù)控系統(tǒng),數(shù)控系統(tǒng)就能自動(dòng)地將加工元件的圖紙自動(dòng)生成加工程序,這樣就大大地簡(jiǎn)化了用戶的編程過(guò)程。
(3)優(yōu)化刀具選擇
刀具的選擇直接影響到工件加工的速度和精度,也是數(shù)控系統(tǒng)智能化的一個(gè)很重要的體現(xiàn)i刀具的選擇有兩個(gè)方面值得深入研究的:
①加工時(shí)間最優(yōu)i這種情況在快速加工不同形狀的7L時(shí)尤其重要。數(shù)控系統(tǒng)可以自動(dòng)地計(jì)算換刀時(shí)間和使用相應(yīng)刀具要沖完需要的時(shí)間,然后選擇總時(shí)間最少的方案i例如加工一個(gè)簡(jiǎn)單的面板(如圖2、圖3所示).假設(shè)圓形孔用相同的刀具,矩形孔用相同的刀具;圖2、圖3中帶術(shù)表示要換刀。按圖2的加工順序,我們易看出,在工件I到2、2到3、4到5、5到6、6到7都要換刀,總共換刀的次數(shù)是五次。再看圖3優(yōu)化后的加工順序,只有在工件3到2時(shí)才換了一次刀,比原來(lái)減少了四次,由此可見(jiàn),優(yōu)化后的加工路徑大大地減少了換刀次數(shù),從而提高了加工效率、圖2 沒(méi)有優(yōu)化的加工順序 圖3 優(yōu)化后的加工順序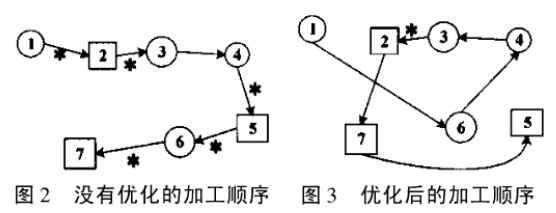
⑦刀具使用壽命最優(yōu)。在數(shù)控加工中刀具成本是非常高的,出于保護(hù)刀具的目的要盡量地合理用刀。從刀具使用壽命的目的出發(fā)來(lái)優(yōu)化刀具的選擇是必要的。
(4)優(yōu)化走刀路徑
如果工序內(nèi)含有多個(gè)加工特征,如加工多個(gè)孔.則其加工順序由CAD系統(tǒng)的造型次序決定,因?yàn)镃AM加工特征的實(shí)體號(hào)由CAD傳遞過(guò)來(lái)的。設(shè)計(jì)人員在造型過(guò)程中不考慮加工順序,這就意味著CAM規(guī)劃的加工順序是隨機(jī)的,由此會(huì)增加走刀路徑,增加能耗和降低加工效率,特別是加工特征數(shù)量很大時(shí),這種問(wèn)題暴露得更加明顯,因此對(duì)加工路徑進(jìn)行優(yōu)化會(huì)提高加工的效率。目前,對(duì)于數(shù)控機(jī)床的加工路徑優(yōu)化研究已成了數(shù)控加工的研究熱點(diǎn),控制理論中越來(lái)越多的控制算法成功地應(yīng)用在走刀路徑的優(yōu)化上.
不考慮換刀問(wèn)題,單純優(yōu)化走刀路徑、。如圖4所示的一個(gè)簡(jiǎn)單面板,圖中的圓表示要加工的孔,在此我們把孔抽象成幾個(gè)結(jié)點(diǎn),走刀
圖4 多級(jí)最優(yōu)決策算法路徑最優(yōu)問(wèn)題就簡(jiǎn)化為求經(jīng)過(guò)所有結(jié)點(diǎn)的路徑最短。.這里提出多級(jí)最優(yōu)決策算法:從開(kāi)始的結(jié)點(diǎn)起,將要經(jīng)過(guò)下一個(gè)的結(jié)點(diǎn)是所有未經(jīng)過(guò)結(jié)點(diǎn)中距離當(dāng)前結(jié)點(diǎn)最近的那個(gè)結(jié)點(diǎn).如圖4所示,假如規(guī)定結(jié)點(diǎn)1是開(kāi)始結(jié)點(diǎn),那么它的下一個(gè)候選結(jié)點(diǎn)有8個(gè),但結(jié)點(diǎn)2是距離最近的,所以結(jié)點(diǎn)1的下一結(jié)點(diǎn)是2:同理離結(jié)點(diǎn)2的下一個(gè)候選結(jié)點(diǎn)有7個(gè),最近的下一個(gè)結(jié)點(diǎn)是5.所以結(jié)點(diǎn)2的下一個(gè)結(jié)點(diǎn)是5……以此類推得出了以下的最優(yōu)路徑:從結(jié)點(diǎn)1開(kāi)始,分別經(jīng)過(guò)2、5、6、3、7、8、9最后以結(jié)點(diǎn)4結(jié)束。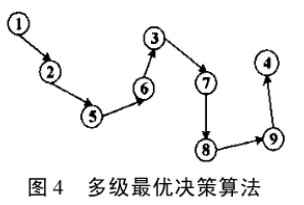
(5)故障診斷智能化
故障處理是評(píng)定數(shù)控系統(tǒng)先進(jìn)性的一個(gè)重要方面,我們?cè)谘械臄?shù)控沖床系統(tǒng)能自動(dòng)檢測(cè)故障且能自動(dòng)保護(hù),并能在工作中實(shí)時(shí)監(jiān)控,同時(shí)也實(shí)現(xiàn)故障的遠(yuǎn)程診斷以及對(duì)系統(tǒng)的潛在故障進(jìn)行檢測(cè)并發(fā)出預(yù)警信號(hào)。
2.3 網(wǎng)絡(luò)化研究
我們?cè)谘械臄?shù)控沖床帶有網(wǎng)絡(luò)接入I/O模塊,使用IP/TCP協(xié)議,便于用戶的分布式控制其它通訊方面的需求。目前,在研系統(tǒng)可實(shí)現(xiàn)以下功能:
(1)加工的遠(yuǎn)程和企業(yè)內(nèi)技術(shù)支持:例如加工程序、圖紙和工具數(shù)據(jù)的傳輸,實(shí)現(xiàn)資源共享。
(2)遠(yuǎn)程或企業(yè)內(nèi)對(duì)機(jī)床加工運(yùn)行和負(fù)載狀態(tài)的查詢:按指定的路徑下載加工程序和工具數(shù)據(jù)等。
(3)遠(yuǎn)程故障診斷和在線維修:數(shù)控設(shè)備生產(chǎn)廠 家可以通過(guò)Internet查詢到遠(yuǎn)程客戶終端的數(shù)控設(shè)備運(yùn)行情況:反過(guò)來(lái),客戶終端的技術(shù)人員可以登陸廠 家的售后服務(wù)網(wǎng)站查詢相關(guān)的故障處理方法,同時(shí)也 可以通過(guò)Intenet向在線的專家求助,實(shí)現(xiàn)在線故障 診斷。
3 小結(jié)
本文所提出的數(shù)控沖床的幾個(gè)關(guān)鍵技術(shù)是相輔相成、互相促進(jìn)的數(shù)控轉(zhuǎn)塔沖床的網(wǎng)絡(luò)化會(huì)進(jìn)一步地促進(jìn)柔性自動(dòng)化制造技術(shù)的發(fā)展;柔性自動(dòng)化技術(shù)以易于 聯(lián)網(wǎng)和集成為目標(biāo),同時(shí)系統(tǒng)的柔性化有助于信息集成;網(wǎng)絡(luò)系統(tǒng)又向著開(kāi)放、集成和智能化方向發(fā)展;數(shù)控系統(tǒng)的智能化和柔性化進(jìn)而提升了系統(tǒng)的高速。
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack