-
-1 24
數(shù)控轉(zhuǎn)塔沖床監(jiān)控與編程系統(tǒng)的總體設(shè)計(jì)
Category:數(shù)控轉(zhuǎn)塔沖床信息 View: Author:卓東機(jī)械 (1)數(shù)控轉(zhuǎn)塔沖床監(jiān)控與編程系統(tǒng)的設(shè)計(jì)原則
監(jiān)控和編程系統(tǒng)的設(shè)計(jì)原則為面向生產(chǎn)和面向用戶:
1)面向生產(chǎn),使數(shù)控轉(zhuǎn)塔沖床監(jiān)控和編程系統(tǒng)能完成所要求的各項(xiàng)控制、管理和編程功能,面向控制和監(jiān)測(cè),實(shí)現(xiàn)實(shí)時(shí)控制和多務(wù)。在系統(tǒng)的研究和開發(fā)中,采用了Windows NT的多線程技術(shù),并引入了面向?qū)ο蟮脑O(shè)計(jì)思想。
2)面向用戶,要求人機(jī)界面友好,易于移植、擴(kuò)展和修改。人機(jī)界面是用戶對(duì)系統(tǒng)質(zhì)量評(píng)價(jià)的重要方面,美觀、簡(jiǎn)潔易懂和操作方便的人機(jī)界面是系統(tǒng)開發(fā)的一個(gè)重要方面。系統(tǒng)開發(fā)時(shí)人機(jī)界面的工作量很大,控制領(lǐng)域的軟件系統(tǒng)一方面要接收用戶指令,一方面還要處理來(lái)自被控對(duì)象的實(shí)時(shí)監(jiān)控信息,所以對(duì)系統(tǒng)的可靠性要求比較高。人機(jī)界面為系統(tǒng)的實(shí)時(shí)要求和人的非實(shí)時(shí)性提供了必要的緩沖,保證了系統(tǒng)的可靠性和實(shí)時(shí)性。
(2)數(shù)控沖床監(jiān)控與編程系統(tǒng)的總體結(jié)構(gòu)設(shè)計(jì)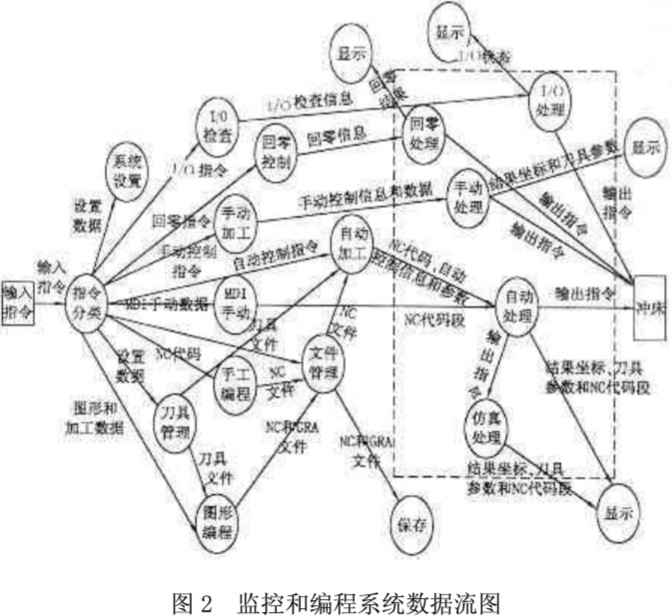
數(shù)控沖床監(jiān)控和編程系統(tǒng)的數(shù)據(jù)流圖如圖2所示,其中虛線方框內(nèi)的手動(dòng)處理、I/O處理、自動(dòng)處理、仿真處理和回零處理等過(guò)程由控制機(jī)完成,其數(shù)據(jù)詞典分類如下:
1)數(shù)據(jù)類:圖形和加工數(shù)據(jù)、設(shè)置數(shù)據(jù)、MDI手動(dòng)數(shù)據(jù)、自動(dòng)和手動(dòng)數(shù)據(jù);
2)文件類:NC文件、GRA文件(圖形和加工數(shù)據(jù)文件)和刀具文件;
3)指令類:輸入指令、輸出指令、手動(dòng)控制指令、I/O檢查指令、自動(dòng)控制指令和回零控制指令;
4)控制信息類:手動(dòng)控制信息、自動(dòng)控制信息、回零控制信息和I/O檢查控制信息;
5) NC代碼類等:結(jié)果坐標(biāo)、刀具參數(shù)、NC代碼、NC代碼段和I/O狀態(tài)。
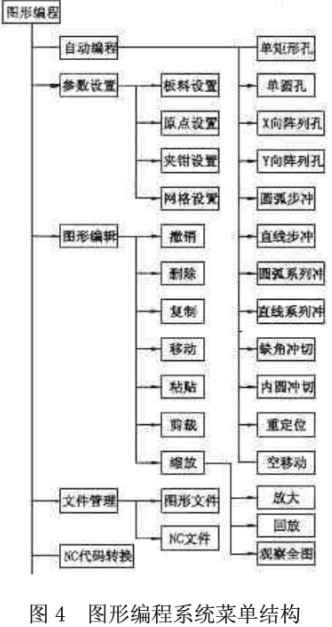
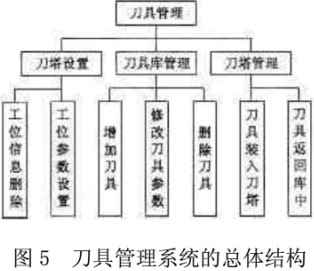
數(shù)控沖床監(jiān)控和編程系統(tǒng)的總體結(jié)構(gòu)分為三部分:監(jiān)控子系統(tǒng)、編程子系統(tǒng)和刀具管理子系統(tǒng),其中編程子系統(tǒng)包括圖形編程和手工編程兩部分。手工編程只需調(diào)用Windows中已有的編輯器如Notepad即可實(shí)現(xiàn)。監(jiān)控和編程系統(tǒng)的結(jié)構(gòu)如圖3所示。監(jiān)控、編程和刀具管理三個(gè)子系統(tǒng)分別完成系統(tǒng)的一部分功能,相對(duì)獨(dú)立,不同子系統(tǒng)在數(shù)據(jù)結(jié)構(gòu)、控制算法和控制模式等方面具有不同的性質(zhì)和特點(diǎn),同時(shí),整個(gè)系統(tǒng)又是各子系統(tǒng)的有機(jī)組合,有著密切的聯(lián)系,因而各子系統(tǒng)之間必須存在著信息交換和協(xié)調(diào)問(wèn)題。在進(jìn)行系統(tǒng)的研究和設(shè)計(jì)時(shí),應(yīng)盡量減少各部分之間的耦合,以利于各子系統(tǒng)功能的實(shí)現(xiàn):同時(shí)應(yīng)保持各系統(tǒng)之間清晰的信息接口,以增強(qiáng)系統(tǒng)的重構(gòu)和擴(kuò)展能力。圖形編程系統(tǒng)菜單結(jié)構(gòu)見圖4,刀具管理系統(tǒng)的總體結(jié)構(gòu)見圖5。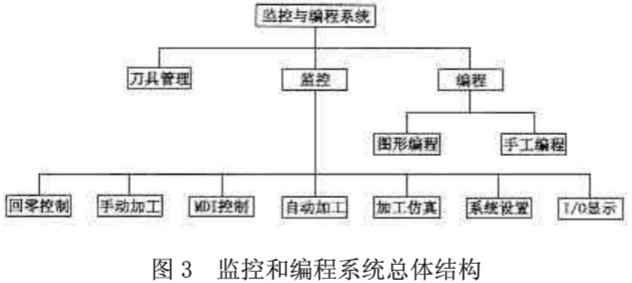
隨著當(dāng)今制造業(yè)靈活快速制造的發(fā)展,數(shù)控沖床也向著具有多種復(fù)合功能、更加穩(wěn)定可靠、更大柔性、適應(yīng)多品種小量的方向發(fā)展,有建立沖壓過(guò)程的柔性制造系統(tǒng)的發(fā)展趨勢(shì)。本文在進(jìn)行數(shù)控系統(tǒng)監(jiān)控和編程系統(tǒng)的研究和開發(fā)時(shí),力求增強(qiáng)系統(tǒng)柔性,將監(jiān)控和編程系統(tǒng)作為一個(gè)內(nèi)部彼此聯(lián)系、相互作用、相互制約的集成性整體。本系統(tǒng)各部分的功能相對(duì)獨(dú)立,刀具管理系統(tǒng)進(jìn)行刀具庫(kù)和刀塔的管理和控制,根據(jù)刀具和刀塔參數(shù)生成刀具文件;圖形編程系統(tǒng)根據(jù)輸入的圖形和加工信息生成NC程序文件;監(jiān)控系統(tǒng)則對(duì)沖床加工進(jìn)行監(jiān)控和控制。另一方面,整個(gè)系統(tǒng)又是一個(gè)相互聯(lián)系、相互制約的集成性整體,圖形編程時(shí),要以刀具管理系統(tǒng)所生成的刀具文件為依據(jù)進(jìn)行人機(jī)交互刀具選擇;而在對(duì)沖床進(jìn)行自動(dòng)加工控制時(shí),需要輸入相應(yīng)的NC程序,而且在加工前要進(jìn)行刀具檢查,檢查該NC程序所需刀具和刀塔上安裝的刀具是否一致。圖6所示為本系統(tǒng)各部分之間的聯(lián)系。
圖6監(jiān)控和編程系統(tǒng)的內(nèi)部聯(lián)系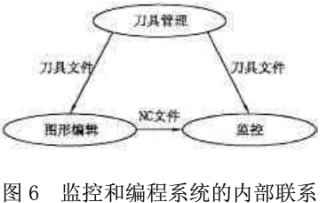
系統(tǒng)的總體控制流程如圖7所示。系統(tǒng)開啟,上位機(jī)與控制機(jī)、沖床聯(lián)機(jī)后,即可進(jìn)行沖床監(jiān)控,同時(shí)進(jìn)行在線編程刀具管理;也可單獨(dú)進(jìn)行離線編程和刀具管理。
圖7系統(tǒng)總體控制流程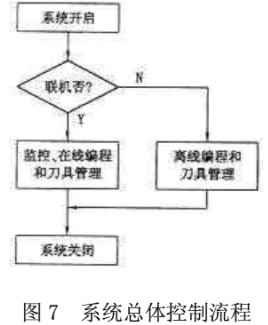
如上所述,本系統(tǒng)被劃分為監(jiān)控、編程和刀具管理子系統(tǒng),而在各子系統(tǒng)的研究和開發(fā)過(guò)程中,作者引入了面向?qū)ο笤O(shè)計(jì)思想,并采用流行的Windows NT技術(shù)解決了一些核心問(wèn)題。
(3)監(jiān)控與編程系統(tǒng)開發(fā)的技術(shù)方案
在監(jiān)控和編程系統(tǒng)的開發(fā)中,作者選用了Microsft Windows NT
操作系統(tǒng),開發(fā)平臺(tái)選用了Microsoft Visual C++4.0。
1)由于本監(jiān)控和編程系統(tǒng)為工業(yè)控制領(lǐng)域系統(tǒng),所以操作系統(tǒng)的安全性顯得非常重要。Windows NT完全利用了Intel80386芯片保護(hù)模式的安全特性,操作系統(tǒng)的各級(jí)模塊運(yùn)行在不同的權(quán)限等級(jí)當(dāng)中,互相不能干擾,各進(jìn)程也運(yùn)行在完全獨(dú)立的虛擬機(jī)(VMM)中,對(duì)操作系統(tǒng)和其它進(jìn)程無(wú)法干預(yù)。Windows 95和Windows NT有許多相同之處,但Windows 95設(shè)計(jì)的目標(biāo)是為PC主流系統(tǒng)配置操作系統(tǒng),以普及為主,而Windows NT則以高技術(shù)、高性能為目標(biāo),其完善的性能監(jiān)控以及事件登錄服務(wù),使它較Windows 95更好管理,更安全、穩(wěn)定、強(qiáng)壯。在本系統(tǒng)的開發(fā)中選用既具有Windows 95操作系統(tǒng)友好的人機(jī)界面,又具有非常穩(wěn)固的安全性的Microsoft Windows NT 4.0操作系統(tǒng)。
2)編程語(yǔ)言采用的是面向?qū)ο蟮腃++語(yǔ)言,所選用的MicrosoftVisual C++4.0是一個(gè)非常通用、流行而且功能強(qiáng)大的軟件編程平臺(tái)。
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack