-
-12 27
青島卓東機(jī)械科技有限公司,山東青島
摘要:可編程控制器廣泛應(yīng)用于數(shù)控機(jī)床等工業(yè)控制中,利用PL程使用方便。本文主要介紹了PLC在數(shù)控沖床上的應(yīng)用的功能以及利用PLC進(jìn)行編程。
關(guān)鍵詞:機(jī)械制造自動(dòng)化;PLCl數(shù)控沖床:功能
1引言
目前,工業(yè)生產(chǎn)中廣泛應(yīng)用的沖床強(qiáng)電控制采用繼電器一接觸器控制方式,它具有線路簡單、造價(jià)低、抗干擾能力強(qiáng)等特點(diǎn),但由于數(shù)控沖床電氣控制功能的變化,更改其電路卻是非常困難的。且隨著鍛壓生產(chǎn)自動(dòng)化程度的提高,控制要求越來越復(fù)雜,甚至需要智能控制,數(shù)控沖床的傳統(tǒng)維電器一接觸器控制方式已越來越不能滿足工業(yè)生產(chǎn)實(shí)際的要求。而可編程控制器(PLC)應(yīng)用于沖床的電氣控制具有通用性好、可靠性高,環(huán)境適應(yīng)性強(qiáng)、功能強(qiáng)大、接線簡單、編程使用方便等特點(diǎn),大大提高了勞動(dòng)生產(chǎn)率。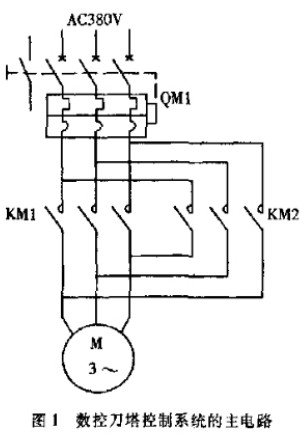
PLC特別是數(shù)控系統(tǒng)內(nèi)置PLC,巳廣泛應(yīng)用于數(shù)控沖床等工業(yè)控制中。數(shù)控沖床的控制部分可分為數(shù)字控制和順序控制兩部分,數(shù)字控制包括對各坐標(biāo)軸位置的連續(xù)控制,而順序控制包括對主軸正/反轉(zhuǎn)和啟動(dòng)/停止、換刀、卡盤夾緊和松開、冷卻、尾架,排屑等輔助動(dòng)作控制。現(xiàn)代數(shù)控機(jī)床采用PLC代替繼電器控制來完成邏輯控制,使數(shù)控機(jī)床結(jié)構(gòu)更緊湊,功能更豐富,響應(yīng)速度和可靠性大大提高。
2 PLC與數(shù)控機(jī)床外部設(shè)備的信息交換
PLC,系統(tǒng)和機(jī)床三者之間的信息交換包括以下網(wǎng)部分:
(1)機(jī)床至PLC。機(jī)床側(cè)的開關(guān)量信號(hào)通過I/O單元接口輸入至PLC中,除極少數(shù)信號(hào)外,絕大多數(shù)信號(hào)的含義及所占用PLC的地址均可由PLC程序設(shè)計(jì)者自行定義。
(2)PLC至機(jī)床。PLC控制機(jī)床的信號(hào)通過PLC的開關(guān)量輸出接口送到機(jī)床側(cè),所有開關(guān)量輸出信號(hào)的含義及所占用PLC的地址均可由PLC程序設(shè)計(jì)者自行定義。
(3)系統(tǒng)至PLC。系統(tǒng)發(fā)出控制信號(hào)輸入至PLC.所有信號(hào)的含義及PLC的地址均由系統(tǒng)制造商確定.PLC編程者只可使用,不可更改。
(4) PLC至系統(tǒng)。PLC輸出控制信號(hào)到系統(tǒng),所有信號(hào)的含義及PLC的地址均由系統(tǒng)制造商確定.PLC編程者只可使用.不可更改。
3 PLC在數(shù)控機(jī)床中的功能
(1)操作面板的控制。操作面板分?jǐn)?shù)控沖床操作面板和系統(tǒng)操作面板。數(shù)控轉(zhuǎn)塔沖床操作面板上的控制信號(hào)直接送入PLC.系統(tǒng)操作面板上控制信號(hào)由系統(tǒng)送到PLC.控制數(shù)控系統(tǒng)的運(yùn)行。
(2)數(shù)控外部開關(guān)輸入信號(hào)。將機(jī)床側(cè)的開關(guān)信號(hào)送人PLC,進(jìn)行邏輯運(yùn)算。這些控制開關(guān)包括行程開關(guān)、接近開關(guān)、壓力開關(guān)等。
(3)輸出信號(hào)控制。PLC輸出的信號(hào)經(jīng)強(qiáng)電柜中的繼電器、接觸器.電磁閥、信號(hào)燈等輸出給控制對象。
(4)T功能實(shí)現(xiàn)。系統(tǒng)送出T代碼指令給PLC.經(jīng)過譯碼,在數(shù)據(jù)表內(nèi)檢索,找到T代碼指定的刀號(hào),并與現(xiàn)行刀號(hào)進(jìn)行比較,如果不符,發(fā)出換刀指令,刀塔換刀,到位停止,系統(tǒng)發(fā)出完成信號(hào)。
4、PLC在數(shù)控沖床上的應(yīng)用實(shí)例
(1)數(shù)控沖床刀塔電氣控制線路
刀塔式數(shù)控沖床的重要配置,一般數(shù)控沖床都有20~40把月的刀塔,采用FANUC內(nèi)置PLrC進(jìn)行控制,在加工過程中自動(dòng)尋找刀號(hào),提高加工效率。
利用PLC控制轉(zhuǎn)塔橫位,原理是系統(tǒng)發(fā)出換刀指令,轉(zhuǎn)塔轉(zhuǎn)到位之后發(fā)出信號(hào),打人定位銷。定位銷的位置采用接近開關(guān)檢測,完成換刀過程。
數(shù)控刀塔控箭系統(tǒng)的主電路如圖l所示。其中QMI為刀塔電機(jī)M的保護(hù)開關(guān),它的作用是接通/斷開電源及短路、過載保護(hù),其輔助觸點(diǎn)輸入列PLC,作為狀態(tài)信號(hào).KMI、KM2為刀塔電動(dòng)機(jī)正反轉(zhuǎn)的交流接觸器。
數(shù)控刀塔控制系統(tǒng)的控制電路如圖2所示,圖1 數(shù)控刀塔&制系統(tǒng)的l-電路其中KAI、KA2為刀塔正、反轉(zhuǎn)繼電器。
PLC輸入輸出電路如圖3所示。接近開關(guān)檢測刀塔的當(dāng)前刀位,它將當(dāng)前刀位信號(hào)(XIOOO.O ~X1002.3)輸入至PLC;CNC送出T代碼信號(hào)給PLC,PLC將T代碼指定的目標(biāo)刀位與當(dāng)前刀位進(jìn)行比較,如果不符,發(fā)出換刀指令.PLC輸出信號(hào)Y1000.4至強(qiáng)電柜中的正轉(zhuǎn)繼電器KAI,刀塔正轉(zhuǎn)換刀;到位后,PLC輸出信號(hào)Y1000.5至強(qiáng)電柜中的反轉(zhuǎn)繼電器KA2,刀塔反轉(zhuǎn)鎖緊,CNC發(fā)出完成信號(hào)。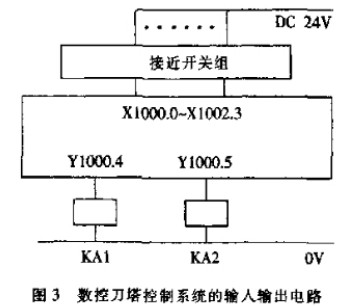
(2)數(shù)控沖床刀塔PLC程序
刀塔控制梯形圈如圖4所示。在梯形圖中,系統(tǒng)送出T代碼信號(hào)(TOO- T31二進(jìn)制代碼).經(jīng)TMF時(shí)問(參數(shù)設(shè)定).發(fā)出T代碼讀指令信號(hào)TF,PLC凌人T代碼,譯碼后,找到T代碼指定的刀號(hào),并與現(xiàn)行刀號(hào)進(jìn)行比較,功能指令COIN(符合檢查)完成目標(biāo)刀位與當(dāng)前刀位的比較,如果不行,刀塔正轉(zhuǎn)換梯形圖中的信號(hào)地址如表1所示。內(nèi)部繼電器RII.O—RII.4的作用在梯形圖中已說明,故表1中不再列出。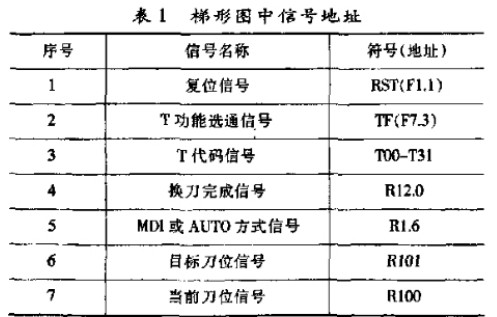
5結(jié)束語
應(yīng)用PLC的邏輯控制技術(shù),可以大大簡化強(qiáng)電擰制線路,提高工業(yè)產(chǎn)品的可靠性,隨著其性能的進(jìn)一步提高和完善,必將進(jìn)入更多的工控領(lǐng)域。
◎歡迎參與討論,請?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評論(0)
發(fā)表評論 TrackBack