-
-10 26
數(shù)控沖床的工作是由程序中給出的數(shù)字控制指令進(jìn)行的,因此在加工前必須首先確定工件或夾具在機(jī)床工作臺(tái)的位置,即確定工作坐標(biāo)系。用來(lái)確定工作坐標(biāo)系的工具稱為數(shù)控沖床找正器。
目前數(shù)控沖床所使用的找正器種類很多,從其功用上可劃分為:
測(cè)量類:主要包括百分表、千分表、杠桿表。主要用于確定工具及夾具定位基準(zhǔn)面的方位。
目測(cè)類:主要包括電子感應(yīng)器、偏心軸、驗(yàn)棒等。主要用于確定工件機(jī)夾具在機(jī)床工作臺(tái)的坐標(biāo)系位置。
自動(dòng)測(cè)量類:主要包括機(jī)床的自動(dòng)測(cè)量系統(tǒng)。
2)找正器的使用
在機(jī)械加工中測(cè)量類找正器普遍使用,必須掌握在此不作敘述。下面介紹目測(cè)類找正器的原理及使用:
(1)電子感應(yīng)器:電子感應(yīng)器的結(jié)構(gòu)如下圖所示。使用時(shí)將其夾持在主軸上,其軸線與主軸軸線重合,采用手動(dòng)進(jìn)給緩慢地將標(biāo)準(zhǔn)鋼球與工件靠近。在鋼球與工件定位基準(zhǔn)面接觸的瞬間,由機(jī)床、工件、電子感應(yīng)器組成的電路接通,指示燈亮,從而確定其基準(zhǔn)的位置。使用電子感應(yīng)器時(shí)是人為目測(cè)定位,隨機(jī)誤差較大,須重復(fù)操作幾次,以確定其正確位置,其重復(fù)定位精度在2µm以內(nèi)。
注意,電子感應(yīng)器在使用時(shí)必須小心翼翼,讓其鍋球部位與工件接觸,同時(shí)被加工工件必須是良導(dǎo)體,定位基準(zhǔn)面有較好的表面粗糙度。
(2)偏心軸:偏心軸是采用離心力的原理來(lái)確定工件位置的,主要用于確定工作坐標(biāo) 系及測(cè)量工件長(zhǎng)度、孔徑、槽寬等。使用過(guò)程如下:
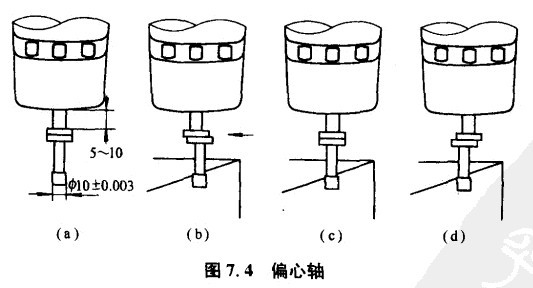
如圖7.4(a)所示,將偏心鈾夾持在機(jī)床主軸上,如10mm測(cè)定端處于下方。
將主軸轉(zhuǎn)速設(shè)定在400~600 r/min的范圍內(nèi),測(cè)定端保持偏心距0.5mm左右。
將測(cè)定端與工件端面相接觸且逐漸逼近工件端面,測(cè)定端由擺動(dòng)逐步變?yōu)橄鄬?duì)靜止見(jiàn)圖7.4(b)、(c),此時(shí)采用微動(dòng)進(jìn)給,直到測(cè)定端重新產(chǎn)生偏心為止見(jiàn)圖7.4(d)。重復(fù)操作幾次,可使定位精度在3µm以內(nèi),這時(shí)考慮測(cè)定端的直徑就能確定工件的位置。
在使用偏心軸時(shí),主軸轉(zhuǎn)速不宜過(guò)高.超過(guò)600 rpm時(shí),受自身結(jié)構(gòu)影響誤差較大。定位基準(zhǔn)面應(yīng)有較好的表面粗糙度和直線度,確保定位精度。
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack