-
-8 17
一般數(shù)控轉(zhuǎn)塔沖床常采用轉(zhuǎn)塔頭式換刀裝置。如數(shù)控轉(zhuǎn)塔沖床的轉(zhuǎn)塔刀架,數(shù)控沖床的多軸轉(zhuǎn)塔頭等。在轉(zhuǎn)塔的各個主軸頭上,預(yù)先安裝有各工序所需要的旋轉(zhuǎn)刀具,當(dāng)發(fā)出換刀指令時,各種主軸頭依次地轉(zhuǎn)到加工位置,并接通主運動,使相應(yīng)的主軸帶動刀具旋轉(zhuǎn),而其他處于不同加工位置的主軸都與主運動脫開。轉(zhuǎn)塔頭式換刀方式的主要優(yōu)點在于省去了自動松夾、卸刀、裝刀、夾緊以及刀具搬運等一系列復(fù)雜的操作,縮短了換刀時間,提高了換刀可靠性,它適用于工序較少、精度要求不高的數(shù)控沖床。
圖3. 26為臥式八軸轉(zhuǎn)塔頭自動換刀裝置。轉(zhuǎn)塔頭上徑向分布著人根結(jié)構(gòu)完全相同的主軸1,主軸的回轉(zhuǎn)運動由齒輪15輸入。當(dāng)數(shù)控裝置發(fā)出換刀指令時,通過液壓撥叉(圖中未示出)將移動齒輪6與齒輪15脫離暗合,同時在中心液壓缸13的上腔通壓力油。由于活塞桿和活塞口固定在底座上,因此中心液壓缸13帶有兩個推力軸承9和11將支承的轉(zhuǎn)塔刀架體10抬起,鼠齒盤7和8脫離啃合。然后壓力油進入轉(zhuǎn)位液壓缸,推動活塞齒條,再經(jīng)過中間齒輪使大齒輪5與轉(zhuǎn)塔刀架體10-起回轉(zhuǎn)45°,并將下一道工序的主軸轉(zhuǎn)到工作位置。轉(zhuǎn)位結(jié)束后,壓力油進入中心液壓缸13的下腔使轉(zhuǎn)塔頭下降,鼠肯盤7和8重新啃合,實現(xiàn)了精確的定位。在壓力油的作用下,轉(zhuǎn)塔頭被壓緊,轉(zhuǎn)位液壓缸退回原位。最后通過液壓撥叉撥動移動齒輪6.使它與新?lián)Q上的主軸齒輪15啃合。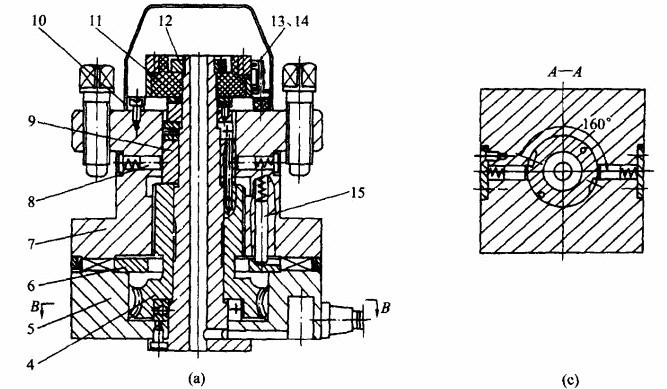
為了改善主軸結(jié)構(gòu)的裝配工藝性,整個主軸部件裝在套筒4內(nèi),只要卸去螺釘17,就可以將整個部件抽出。主軸前軸承18采用錐孔雙列圓柱攘子軸承,調(diào)時先卸下端蓋2,然后擰動螺母3,使內(nèi)環(huán)做軸向移動,以便消除軸承的徑向間隙。
為了便于卸出主軸錐孔內(nèi)的刀具,每根主軸都有操縱桿14,只要按壓操縱桿,就能通過斜面椎動頂出刀具。
由于受空間位置的限制,主軸部件的結(jié)構(gòu)不可能設(shè)計得十分堅固,因而影響了主軸系統(tǒng)的剛度。為了保證主軸的剛度,主軸的數(shù)目必須加以限制,否則將會使尺寸大為增加。
◎歡迎參與討論,請在這里發(fā)表您的看法、交流您的觀點。
- 評論(0)
發(fā)表評論 TrackBack