-
-12 30
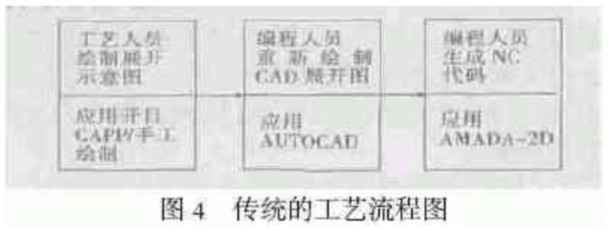
- 2.2.3充分利用設計的CAD圖形文件以我所某產品的導熱板為例:用以前的手工編程的模式,編寫一個加工程序的時問約為一天,而且容易出錯,如采用AMADA - 2D編程系統(tǒng),由編程人員按加工定位圖,重新生成CAD圖形,繪制圖形的時問約為l1h~2 h,而生成程序的時間約為30min,效率不高,且很難保證加工的準確性。如果能將設計的CAD圖形與AMADA - 2D編程系統(tǒng)充分地結合,借助設計的CAD圖形,只需1h,就可以完成程序的編制,達到事半功倍的效果。2.2.4 利用AUTOCAD繪制盒體類零件的展開圖盒體類零件的數控轉塔沖床編程,最重要的工作是如何快速、準確地生成二維的平面展開圖。傳統(tǒng)的工藝流程如圖4所示。
 在上述的環(huán)節(jié)中,一方面,由于在開目CAPP中很難嚴格地按比例繪制零件圖形及展開圖,工藝人員一般所提供的僅僅是零件的展開示意圖,而用于數控編程的CAD展開圖則必須是嚴格的、按比例繪制的CAD圖形。另一方面,由于開目CAPP與AUTOCAD不能實現真正意義上的數據共享及圖形交換,不僅存在著工藝人員及數控編程人員的大量的、不必要的重復勞動,而且各環(huán)節(jié)并沒有很好的相互檢查的過程,使得出錯的兒率也成倍地增加。充分地利用我所現有的辦公自動化,使設計、工藝以及數控編程人員能夠真正地實現數據共享。不但對編程效率會有一個很大的提高,而且各個環(huán)節(jié)的相互檢查,也能夠使設計、工藝以及編程人員的錯誤能夠及時地發(fā)現和糾正,如圖5所示。
在上述的環(huán)節(jié)中,一方面,由于在開目CAPP中很難嚴格地按比例繪制零件圖形及展開圖,工藝人員一般所提供的僅僅是零件的展開示意圖,而用于數控編程的CAD展開圖則必須是嚴格的、按比例繪制的CAD圖形。另一方面,由于開目CAPP與AUTOCAD不能實現真正意義上的數據共享及圖形交換,不僅存在著工藝人員及數控編程人員的大量的、不必要的重復勞動,而且各環(huán)節(jié)并沒有很好的相互檢查的過程,使得出錯的兒率也成倍地增加。充分地利用我所現有的辦公自動化,使設計、工藝以及數控編程人員能夠真正地實現數據共享。不但對編程效率會有一個很大的提高,而且各個環(huán)節(jié)的相互檢查,也能夠使設計、工藝以及編程人員的錯誤能夠及時地發(fā)現和糾正,如圖5所示。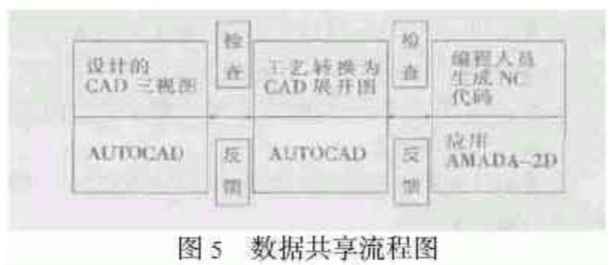
總之,只有將AMADA - 2D編程系統(tǒng)與AUTOCAD允分有效地結合,利用AUTOCAD先進強人的CAD甲臺,發(fā)揮AMADA - 2D編程系統(tǒng)先進合理的CAM功能,才能夠快速、準確的編制數控加T程序,先進的設備才能更好地發(fā)揮作用,更好地服務于科研生產。
3 編程實例
3.1 某產品導熱板的程序編制
通過局域網,調用設計的CAD圖形,提取有用的實體信息,與AMADA - 2D編程系統(tǒng)通過DXF文件進行數據交換,快速準確地完成了數控沖床程序的編制。
這種編程辦法的實現,不僅是提高了加工效率,而且大大的降低了各個環(huán)節(jié)出錯的概率。提高了效率,保證了加工精度及準確性。我所各種產品的導熱板,不但生產任務多、而且周期要求緊。應用這種編程方法,不但保證了生產周期、而且保證了導熱板的一次交驗合格。兩年來、完成我所各種產品導熱板的數控程序的設計數百種之多。
3.2 小型零件的合理排樣
雖然,AMADA - 2D編程系統(tǒng)具有排樣功能,但是對于一些外形特殊,如果還用AMADA - 2D編程系統(tǒng)的排樣功能,就遠遠不能滿足生產實地的需要。
單純地利用AMADA - 2D編程系統(tǒng)的排樣功能,在(500 mm×240 mm)板料上只能加工12件零件,如圖6所示。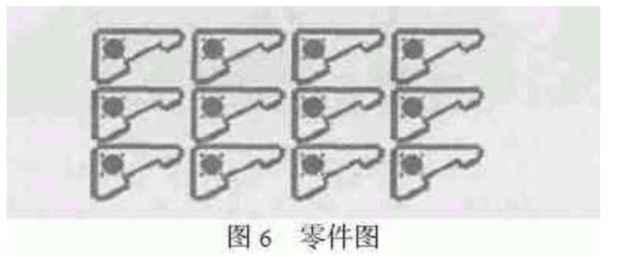
首先利用AUTOCAD的一系列剪切、復制、對稱、旋轉等命令的操作,將兩個零件合理套裁。再利用AMADA - 2D編程系統(tǒng)生成加T程序,進行排樣,在(500 mm×240 mm)板料上就能加工 18件零件,如圖7所示。
合理套裁后,不僅僅足提高了材料的利用率,而且降低了單件的加工時間,提高了模具使用壽命及加工效率。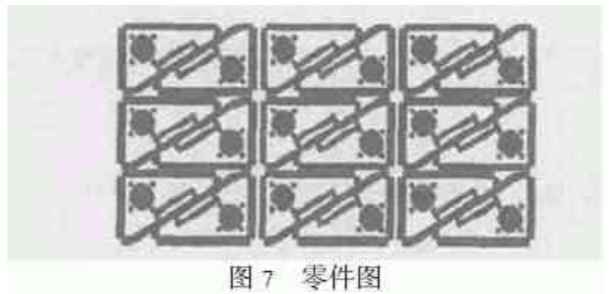
其實、小型零件的合理排樣,應根據零件特點具體分析。有時將零件在AUTOCAD中旋轉一定角度,再應用AMADA - 2D生成程序,更為合理。如圖8所示。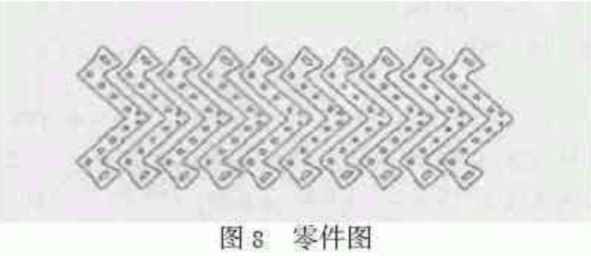
3.3 盒體類零件的AU TOCAD輔助展開
通過我所現有的局域網,調用設計的CAD三視圖如圖9所示,在AUTOCAD中,選取一個視圖為展開圖的基準面如圖10所示,通過一系列剪切、復制、對稱、旋轉等命令的操作,工藝人員不但很容易繪制出零件的CAD展開圖,而且在這個過程中,工藝人員對設計的圖形有一個比較詳細的檢查過程,使得設計的疏忽可以在第一時問發(fā)現并予以糾正。編程人員在心用工藝的零件展開圖編程以前,再次對零件圖紙以及零件展開圖校對,使得設計、工藝的錯誤及早地發(fā)現、保證了零件的合格性及生產周期。應用這種辦法生成的此零件的數控程序,經數控沖床實際加工,零件一次交驗合格。
本文主要針對AMDAD - 2D編程系統(tǒng)的研究,指出II有將AMDAD - 2D編程系統(tǒng)與AU TOCAD充分有效地結合,利用AU TOCAD先進強大的CAD平臺,發(fā)揮AMADA - 2D編程系統(tǒng)先進合理的CAM功能,才能夠快速、準確地編制出數控加工程序,更好地服務于科研生產。
但是對于有些以坐標數據格式給出的零件,有時采用AMADA - IE手工編程軟件卻比較方便,有時甚至應用WINDOWS的寫字板程序更為方便,因為單純地對文本文件的編輯,寫字板操作起來更為方便與快捷。編程人員應具體情況、具體對待,合理的利用軟件資源。
相關文章閱讀連接:
數控沖床CAD/CAM系統(tǒng)研究(上)
◎歡迎參與討論,請在這里發(fā)表您的看法、交流您的觀點。
- 評論(0)
發(fā)表評論 TrackBack