
������ �� �� ������ ��־܊
(���u�|�C(j��)е�Ƽ�����˾���� �u 266400)
ժҪ��ͨ�^����DXF�ļ��Ĕ�(sh��)��(j��)�Y(ji��)��(g��u)������Visual C++6.0���_�l(f��)���ߣ��O(sh��)Ӌ(j��)��ϵ�y(t��ng)�cAutoCAD�Ľӿڳ��@ȡ����D�εĎ���Ϣ������˔�(sh��)�؛_���ӹ����Ԅ�(d��ng)���̣���(sh��)�F(xi��n)���ۏ�����չ�_��ijߴ�Ӌ(j��)�㣬�ó��_���Ĝ�(zh��n)�_λ�ã��Ԅ�(d��ng)������(sh��)�؛_���ӹ�ϵ�y(t��ng)�ij�����a������ԓϵ�y(t��ng)����ط����˔�(sh��)�؛_���ӹ���
�P(gu��n)�I�~��DXF�ļ� �Ԅ�(d��ng)���� ��(sh��)�؛_��
Oǰ��
Ŀǰ���҇����a(ch��n)ĸ�ŵĔ�(sh��)�؛_����Ҫ�����M(j��n)�ڣ������M(j��n)�ڵĔ�(sh��)�؛_���r(ji��)���F����������аl(f��)���a(ch��n)�˔�(sh��)�؛_��������Ҫ���x��
Ŀǰԓ���(sh��)���D(zhu��n)���_�����Ԅ�(d��ng)����ϵ�y(t��ng)����ÈD��ݔ��ķ�������Ҫ�ЃɷN��ʽ��һ�N�ǻ���AutoCAD�Ķ����_�l(f��)����һ�N�����þ���ܛ�����xȡAutoCAD����Ϣ�����Ľ�B��ϵ�y(t��ng)����ͨ�^�xȡAutoCAD��DXF��ʽ�ļ�����(sh��)�F(xi��n)���D�ξ�������������һ�w���Ԅ�(d��ng)�U��ϵ�y(t��ng)��ԓϵ�y(t��ng)��Visual C++6.0���_�l(f��)�����M(j��n)�о��̣��ṩ�˺����Ѻõ��˙C(j��)�������档
1�ļ����xȡ
DXF (drawing exchange file)�ļ���AutoCAD��һ�N֧��?j��n)?sh��)��(j��)���Q����Ҏ(gu��)����ʽ�������ɵ�ASCII����M(j��n)���ļ���ʽ��
�����ڑ�(y��ng)�ó���֮�g����D�Δ�(sh��)��(j��)��AutoCAD�h(hu��n)�������ɵ�DXF�ļ���Ҫ��6��(g��)��(SECTION)�������ǘ�(bi��o)�}(HEADER)�Ρ��( CLASSES)�Ρ���(TABLES)�Ρ��K(BLOCKS)�Ρ�(ENTITIES)�κ͌�(du��)��(OBJECTS)�Ρ�
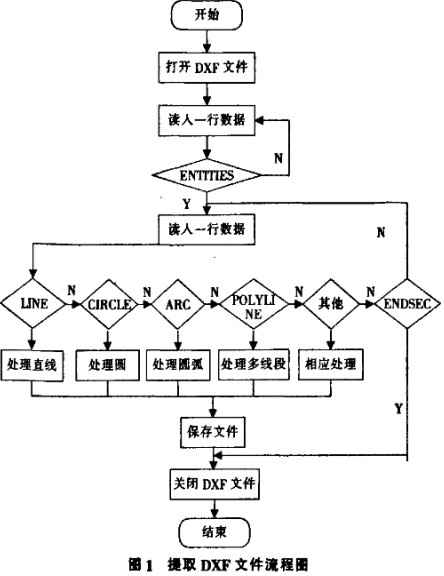
��(sh��)�؛_���ھ��Ƴ���r(sh��)��Ҫ��ֻ�LjD�εĎ���Ϣ����DXF�ļ��е�ENIITIES�α����ˈD�ΈD������Ў���Ϣ�����ֻҪ����ENTITIES�ξͿ����DXF�ļ��Ĝ�(zh��n)�_ݔ��������οɺ��ԡ����xȡDXF�ļ��r(sh��)ֻ��Ҫ��ȡֱ���ăɂ�(g��)���c(di��n)���A���ĈA������(bi��o)���돽����ʼ�ǡ��Kֹ�ǣ��A�ĈA������(bi��o)���돽�����ε�4��(g��)��c(di��n)�ȡ�DXF�ļ���(sh��)��(j��)�xȡ��̎�����̈DҊ�Dt��
����(g��)�D��Ԫ����Ϣ�����p��朱�����森�Y(ji��)��(g��u)����: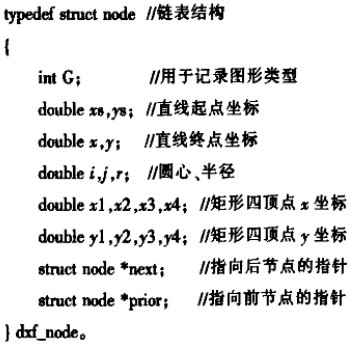
���еĎ���Ϣ����Read_dxf()����(sh��)�xȡ��
2����ߴ��Ӌ(j��)��
һ�㔵(sh��)�؛_��ֻ��ֱ�ӵõ�Ҫ�ӹ��Ŀ�λ�ã���ԓϵ�y(t��ng)�@�ÿ�λ��ǰ��Ҫ��(du��)�x��ĈD����չ�_̎����Ҋ�D2����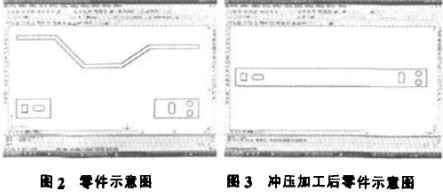
����İ��ϵ�����������Ҫ��(j��ng)�^�ɵ���������ĸ��ֱ�����ڔ�(sh��)�؛_����������^���_�ס��Д࣬Ȼ��ћ_���ͳ�����������ۏ��C(j��)����ۏ�����(�_����ɺ�����ʾ��DҊ�D3);������Ӌ(j��)��_������λ��ǰ��ҪӋ(j��)���ۏ������ۏ�ǰ�Č�(sh��)�H�L�ȣ������ϵ�չ�_�ߴ硣ԓ�ߴ�փɲ��ց�Ӌ(j��)�㣺
(1)������D��ҕ�D�ϸ��γߴ���ӵõ������ߴ�Ll��(2)Ӌ(j��)��������ۏ����֮a(ch��n)�����L��L2�����L���a(b��)�����֡���������ۏ�̎���L���������ۏ�ǰֱ���ϵČ�(sh��)�H�L�ȹ���(y��ng)��Ll-L2��
����CAD�L�D��(sh��)�w��DXF�ļ����ǽ����L�D������
�ŵ�H�����L�D������Dz��̶��ģ���˱�회�(du��)��(sh��)�w�D�θ���(g��)Ԫ���M(j��n)������ֱ��Ԫ�ر������p��朱��У�����(g��)Ԫ�ص���(ji��)�c(di��n)��β��(ji��)�c(di��n)��β���B�M�ɷ��]�h(hu��n)�����Եõ�һ��(g��)�µ�朱�pl���@��(g��)朱��б������Ϣ��������D��ҕ�D����݆������Ȼ���ҳ�ԓ朱���ֱ���L�ȵ��ڰ��Ϻ�ȵ�Ԫ�أ�����ҕ�D�Ѓɂ�(c��)���Q�������Դ˞�ֽ��c(di��n)����ȡ��һ��(g��)��朱�p2��p2����������Ԫ�؞���ҕ�D�е�5��ֱ�������p2��ÿ�lֱ�����L����Ӽ��ɵóߴ�Ll�����ֳ������£�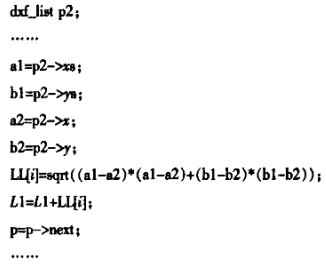
�ۏ��������L���c��Ƶĺ��r���ۏ���A���ۏ��돽R���������P(gu��n)�����Ϻ��r���ۏ��돽�����ⲿݔ��?y��n)��?sh��)�õ����ۏ���^ͨ�^Ӌ(j��)��朱�p2�и�����ֱ���ĊA�ǫ@�ã��������N�A�ǵ�ֵ���ڽ̽MA�У��õ�ÿ��(g��)�ۿ�̎�����L�����ڔ�(sh��)�MB�С����Ը���(j��)��ʽ�քe�M(j��n)��Ӌ(j��)�㣺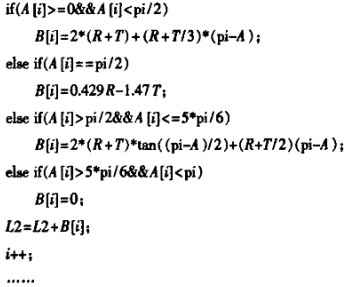
�����ϵ�ÿ��(g��)�ۏ�̎�����L����ӣ��õ��ۏ�����Ͽ������L��L2���������ߴ�L1�����L��L2���p���Ϳɵõ������ۏ�ǰֱ���ϵČ�(sh��)�H�ߴ硣Ӌ(j��)���ֱ���ϳߴ�@��ˣ�ӹ������ĵĜ�(zh��n)�_λ�ã������տ���ͺ�����(bi��o)����M(j��n)��������朱��У��ӹ��r(sh��)���մ�����M(j��n)�С�
3�ӹ�����s��
ͨ�^�xȡDXF�ļ������Եõ�Ҫ�ӹ��Ŀ���������(du��)��ԭ�c(di��n)������(bi��o)��������(j��)����ͺʹ�С�x��ģ����̖(h��o)������(j��)Ҫ�ӹ���λ�ú��Ԅ�(d��ng)�x���ģ��̖(h��o)�a�����_�������S��ģ���S�����S���\(y��n)��(d��ng)���x���҂��������½Y(ji��)��(g��u)������ӹ����a��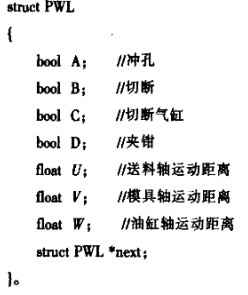
���У�A��B��C��D���x��bool��׃����ֵ��l�r(sh��)��(d��ng)����ֵ��0�r(sh��)����(d��ng)����U��y���ɶ��x�鸡�c(di��n)��׃�����Á���ʾ���S���Ե�λ�ƣ��ڸ��Ե�����(bi��o)ϵ�У������ý^��(du��)λ�ơ�������ɵĴ��a��ʽ��
AO BO CO DO UO vo w0.��ĸ��߅�Ĕ�(sh��)����ϵ�y(t��ng)�Ԅ�(d��ng)���ɡ��˼ӹ����a��(j��ng)�^�g�a�����a�D(zhu��n)����ɢ�؛_�����\(y��n)��(d��ng)��
�����g�a�������£�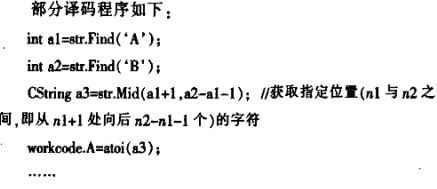
4�Ԅ�(d��ng)���̌�(sh��)��
�@��o��һ��(g��)�ӹ���(sh��)������ͨ�^AuLoCAD�L������D��Ȼ������DXF�ļ����ڲ���������ݔ����Ϻ��7�����ۏ��돽R�ȅ���(sh��)����(j��ng)�^ǰ���������Ԅ�(d��ng)���̣�����DXF�ļ���ȡ�D����Ϣ���c(di��n)�����ɴ��a���o�����ɵõ��ӹ����a�����⣬ͨ�^�D���A(y��)�[��߀�����ڽ������@ʾ����D�����Y(ji��)��Ҋ�D4��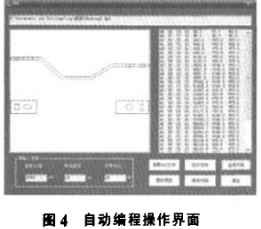
5�Y(ji��)���Z
��ϵ�y(t��ng)����AutoCADƽ�_(t��i)����Visual c++���_�l(f��)���ߣ��ɹ��،�(sh��)�F(xi��n)�����S��(sh��)�؛_�����Ԅ�(d��ng)���̡�ԓϵ�y(t��ng)ͨ�^��(du��)DXF�ļ���(sh��)��(j��)���xȡ������Ӌ(j��)���̎�������m������ӹ��������ɵĎ���Ϣ�����C����Ϣݔ��ķ��㡢��(zh��n)�_��Ч��һ���̶��ό�(sh��)�F(xi��n)��CAD�c��(sh��)�ؾ��̵���Ϣ���ɣ��ڌ�(sh��)�H��(y��ng)����Ч�����á�
