��(sh��)�؛_������(zh��n)�x��ԭ�t
�l(f��)���ߣ��|�C(j��)е �l(f��)���r�g��2014/4/1 13:16:20
�����Ϸ�����֪����(sh��)�؛_������(zh��n)���x���P(gu��n)ϵ������ӹ����ȣ��a(ch��n)Ʒ���b�侫��(y��ng)������ָ��(bi��o)���O(sh��)Ӌ����(zh��n)���x��(y��ng)�ڮa(ch��n)Ʒ�O(sh��)Ӌ�A�δ_����Ҫ�ij��_�a(ch��n)Ʒ�ļ��g(sh��)ָ��(bi��o)������Ҫ���㲿���b���P(gu��n)ϵ�ȳ��l(f��)���Y(ji��)��������������(sh��)�؛_���b�Լ������x������λ����(zh��n)����������(zh��n)���b���(zh��n)�t�ɹ�ˇ�ˆT����ӆ��ˇҎ(gu��)�̕r�_���������^���a(ch��n)���`������졣��λ����(zh��n)�x���ԭ�t���¡�
1.�ֻ���(zh��n)���x��
(1)���x��Ĵֻ���ס���ܱ��C��Ҫ�ӹ������������ļӹ��������@�������ڱ��C��Ҫ�����ӹ��ľ��Ⱥͱ���ӵ�����C(j��)е���ܡ�
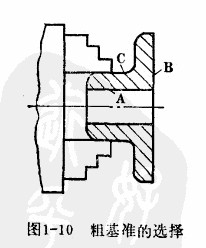
(2)�������в���ӹ��ı��棬�t��(y��ng)�x������c�ӹ����� ���λ�þ�������ı����ֻ���(zh��n)����D1-10��ʾ�T�������Ҫ��ӹ�������B���t���x��ë��C��ֻ���(zh��n)������צ���P�d��C̎���@�ӣ��ӹ������������^����
(3)���x��Ĵֻ���(zh��n)��(y��ng)���^�ȝ�ƽ���������x�����w߅�� ��θ�ڵı��档
(4)һ���ֻ���(zh��n)һ��ֻ��ʹ��һ�Σ��ھ������Б�(y��ng)�x���Ѽӹ��������龫����(zh��n)�������ھ��ȸߵ�ë�������ɾ��N����呵ȷ��������ë�����ڼӹ������λ�þ�ͥҪ���^�͕rҲ���؏�(f��)ʹ��ͬһ�ֻ���(zh��n)��
2.��(sh��)�؛_���r����(zh��n)���x��
(1)�x���^�ߵļ��ӹ���龫����(zh��n)��
(2)ʹ��λ����(zh��n)�c��������(zh��n)(���O(sh��)Ӌ����(zh��n)����������(zh��n)���b�����(zh��n))��ʳ��ͨ���Q֮��"����(zh��n)�غ�"ԭ�t����(d��ng)��λ����(zh��n)�c�fӋ����(zh��n)���غ��ղŕ��a(ch��n)����λ�`�
(3)���x��ľ�����(zh��n)��(y��ng)ʹ�������b���H���ڼӹ��r������ �����������ö��^���׃ͮ��ƫ�Ƶȣ���(y��ng)�M���x�^��ļӹ���龫����(zh��n)��
(4)���x��ľ���Ω��(y��ng)�M�����ڎׂ��������؏�(f��)ʹ�ã�������"����(zh��n)ͬһ"ԭ�t�����ԑ�(y��ng)�������(zh��n)�D(zhu��n)��(d��n)��������`�ߡ�

