ժҪᘌ���̎�����Ľ�(j��ng)��(j��)���_����(sh��)��ϵ�y(t��ng)���ڿ������܆�һ�������㷨���ƌW(xu��)��ϵ�y(t��ng)�\(y��n)�в���(w��n)�����\(y��n)���ٶ�ᣡ��ɿ��Բ�Ȇ��}���چλ�̎������(sh��)��ϵ�y(t��ng)�Ļ��A(ch��)�ϣ��O(sh��)Ӌ(j��)�˻����p��Ƭ�C(j��)�ě_����(sh��)��ϵ�y(t��ng)��ϵ�y(t��ng)CPU�����pMCU�Y(ji��)��(g��u)���O(sh��)Ӌ(j��)��������ֲ��Y(ji��)��(g��u)������֮��ͨ�^RS485����ͨ�ţ��f(xi��)�{(di��o)������ܛ���O(sh��)Ӌ(j��)����ģ�K���Y(ji��)��(g��u)����ģ�K�Ĺ�������AT89C52��Ƭ�C(j��)���Д����ܵ��Ԍ�(sh��)�F(xi��n)���M���ˌ�(sh��)�r(sh��)���΄�(w��)��Ҫ��(j��ng)�|�C(j��)е��˾��(y��ng)��ԇ�(y��n)��ϵ�y(t��ng)�\(y��n)�пɿ������ܷ�(w��n)����
�P(gu��n)�I�~�p��Ƭ�C(j��)�p��̎�����_����(sh��)��ϵ�y(t��ng)
0 �� ��
�S����(sh��)�ؼ��g(sh��)�Ŀ��ٰl(f��)չ���_����(sh��)��ϵ�y(t��ng)�{����������㡢�ӹ����ȼ�Ч�ʸߡ��ܼӹ���(f��)�s�D���ȃ�(y��u)�c(di��n)�ڇ���(n��i)�_���ИI(y��)�đ�(y��ng)������V�������ژ�(bi��o)��(zh��n)��PC�C(j��)�_����(sh��)��ϵ�y(t��ng)�r(ji��)���F������(n��i)���_�����a(ch��n)����С����I(y��)�����(sh��)���õ��dž�̎�����Ľ�(j��ng)��(j��)�͛_����(sh��)��ϵ�y(t��ng)��ԓϵ�y(t��ng)���ڿ������܆�һ�������㷨���ƌW(xu��)��ϵ�y(t��ng)�\(y��n)�в���(w��n)�����\(y��n)���ٶ������ɿ��Բ�Ȇ��}��
��ˣ��P���چ�̎������(sh��)��ϵ�y(t��ng)�Ļ��A(ch��)�ϣ��O(sh��)Ӌ(j��)�˻����pMCU����Ƭ�C(j��)���ě_����(sh��)��ϵ�y(t��ng)���^�õؽ�Q�ˆ�MCUϵ�y(t��ng)���ڵĆ��}���M���ˌ�(sh��)�r(sh��)���΄�(w��)�ļӹ�Ҫ��
1 ϵ�y(t��ng)���w�O(sh��)Ӌ(j��)
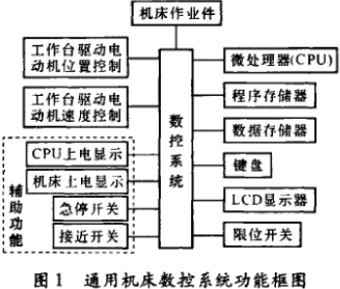
��(sh��)��ϵ�y(t��ng)�ǔ�(sh��)�؛_���ĺ��IJ�������Ӌ(j��)��C(j��)����ϵ�y(t��ng)����ʹ�C(j��)����(zh��)�в��������Ñ���Ҫ���M(j��n)�мӹ����I(y��)���oՓ�ǺηN��;�ęC(j��)�������Ĕ�(sh��)��ϵ�y(t��ng)���ܿ�D�������ÈD1��ʾ��
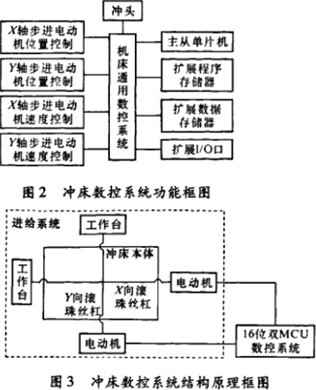
�P���о��ě_��ϵ�y(t��ng)���Ô�(sh��)��ϵ�y(t��ng)�(q��)��2�_���M(j��n)늄әC(j��)�����ÝL��z�ܺ;���ֱ���L�ӌ�(d��o)܉���ӹ����_X��y���M(j��n)�o���Ķ���ɹ���ֱ����A�����a(b��)���I(y��)��
�_�����I(y��)���Ǜ_�^��x��Y�����ϙC(j��)��(g��u)�(q��)��늄әC(j��)�x��2�_���M(j��n)늄әC(j��)���������dž�Ƭ�C(j��)���ɸ����ܵĆ�Ƭ�C(j��)�����M(j��n)늄әC(j��)��λ�ú��ٶ��M(j��n)�п��ƣ��ԝM��ӹ�����Ҫ����ԭ�����£��Ć�Ƭ�C(j��)�l(f��)���ĸߵ��ƽͨ�^��늸��x�b�ÿ��Ʋ��M(j��n)늄әC(j��)�����D(zhu��n)��ݔ���Ŀ����}�_��(g��)��(sh��)����늄әC(j��)���D(zhu��n)�ǣ�ݔ���}�_�l�ʿ���늄әC(j��)���D(zhu��n)�١�ϵ�y(t��ng)���ܿ�D��D2��ʾ���Y(ji��)��(g��u)ԭ����D��D3��ʾ��
2 ϵ�y(t��ng)Ӳ���O(sh��)Ӌ(j��)
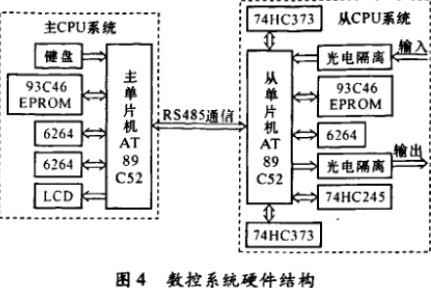
����(j��)�_����(sh��)��ϵ�y(t��ng)��(sh��)�F(xi��n)�Ĺ��ܣ���ɔ�(sh��)��ϵ�y(t��ng)��Ӳ���O(sh��)Ӌ(j��)��Ӳ���O(sh��)Ӌ(j��)��Ҫ����̎����( CPU)�Լ�����U(ku��)չ�ӿڵ��O(sh��)Ӌ(j��)��ϵ�y(t��ng)CPU�����pMCU�Y(ji��)��(g��u)���O(sh��)Ӌ(j��)������ʽ�ֲ��Y(ji��)��(g��u)�����֞���CPU�͏�CPUtI������֮�gͨ�^RS485����ͨӍ����CPUϵ�y(t��ng)��Ҫؓ(f��)؟(z��)����Ñ��ӹ������ݔ��̎�������ֈD���@ʾ�����\�ࡢϵ�y(t��ng)�O(ji��n)�صȹ�����������CPUϵ�y(t��ng)ؓ(f��)؟(z��)��ɔ�(sh��)��(j��)�\(y��n)�㡢���a(b��)Ӌ(j��)���Լ�λ�ÿ��ơ��ٶȿ��ƵȌ�(sh��)�r(sh��)���I(y��)��
����U(ku��)չ�ӿ��O(sh��)Ӌ(j��)�����I�P�ӿڡ��@ʾ���ӿڡ�늄әC(j��)�(q��)�ӽӿڡ�����惦������(sh��)��(j��)�惦���ȡ�
����ATMEL��˾��AT89Cϵ�І�Ƭ�C(j��)���иߵ��ԃr(ji��)�ȣ��P�ߵĔ�(sh��)��ϵ�y(t��ng)����CPU���x����8λAT89C52��Ƭ�C(j��)��I/O�ڵķ���͔U(ku��)չ���£�
(1)�I�P�ӿڲ���4x4����I�P�����������·��ռ��C52��P1�ڡ�
(2)�@ʾ�ӿڲ���Һ��(LCD)�@ʾ��I/O�ڲ���C52��PO�ڞ锵(sh��)��(j��)��ݔ�B�ӣ�C52��P2�ڵ�P2.0 - RS��P2.1=RST��P2.2=RW��P2.3=E����12��(g��)I/O�ڡ�
(3)늄әC(j��)�(q��)�ӽӿڲ���8��(g��)I/O�ڣ��քeͨ�^��늸��x����2��(g��)늄әC(j��)�������D(zhu��n)���ٶȣ��ӿڞ�P2.4��P2.5��P2.6��P2.7��P3.0��P3.1��P3.2��P3,3��
(4)�U(ku��)չEPROM (93C46)����惦�������Ñ��ij���ӛ�ݔ�����P(gu��n)���a(ch��n)��Ϣ��EPROM�ӿڲ���4���B����ʽ��ʹ��4��(g��)I/O�ڣ�����P3.4��P3.5��P3.6��P3.7��
(5)�x��3ƬRAM6264����U(ku��)չ��(sh��)��(j��)�惦�����M�㌍(sh��)�H�ӹ���Ҫ��
(6)�x��1Ƭ245оƬ��2Ƭ373оƬ����ϵ�y(t��ng)��U(ku��)��I/O�ڡ���һЩ�F(xi��n)������̖������λ�_�P(gu��n)����(f��)λ�_�P(gu��n)����(b��o)����ݔ�룯ݔ����̖��ͨ�^��늸��x������(j��ng)�i����74HC373�͵���(sh��)��(j��)�����Ϗ�CPUϵ�y(t��ng)��ֱ�ӡ����ٵ��M(j��n)��̎���������ϵ�y(t��ng)�Ŀ��ɔ_��������(sh��)��ϵ�y(t��ng)Ӳ���Y(ji��)��(g��u)��D4��ʾ��
3 ϵ�y(t��ng)ܛ���O(sh��)Ӌ(j��)
ϵ�y(t��ng)��ܛ���O(sh��)Ӌ(j��)�����Ӳ�����d�w������(j��)Ӳ���·��(sh��)�F(xi��n)�Ĺ��ܾ�������(y��ng)�ij�������(j��)Ӳ���·������ʽCPU�Y(ji��)��(g��u)����(sh��)��ϵ�y(t��ng)��ܛ��Ҳ������CPUܛ���͏�CPUܛ��������������(g��)����ģ�K������CPUϵ�y(t��ng)�����������̾W(w��ng)��D5��ʾ��
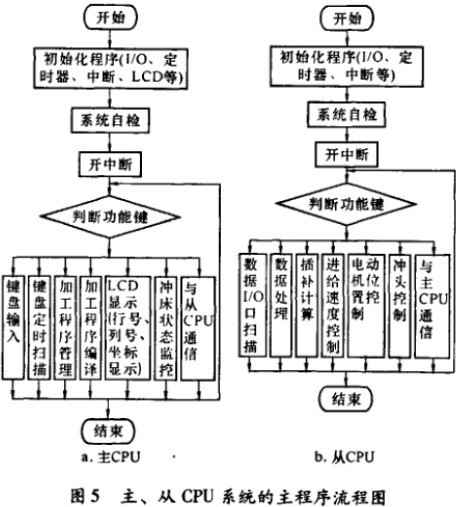
��CPUܛ���Á팍(sh��)�F(xi��n)�˙C(j��)��Ԓ��ϵ�y(t��ng)�O(ji��n)�ء�ָ�]����(g��)��(sh��)��ϵ�y(t��ng)ܛ���f(xi��)�{(di��o)�����ȣ�������CPUϵ�y(t��ng)�ij�ʼ�����_���\(y��n)�Ӡ�B(t��i)�ͅ���(sh��)�O(ji��n)�ء��Ñ��ӹ�����ľ��ĵȹ���ģ�K����CPUܛ��������CPUϵ�y(t��ng)�ij�ʼ�����I�Pݔ��ݔ���ڠ�B(t��i)�Ķ��r(sh��)���衢���a(b��)Ӌ(j��)�㡢�����_X���y���λ��ݔ����늄әC(j��)�ٶȿ��ơ���(sh��)��(j��)̎���ȹ���ģ�K��
������ģ�K���O(sh��)Ӌ(j��)���ÅR���Z�ԣ��������AT89C52��Ƭ�C(j��)��(y��u)�����Д����ܣ���Ƕ��ʽ���̷�ʽ��(sh��)�F(xi��n)�Д��Ƕ�ף����ڲ�ͬ��(y��u)�ȼ����ܵČ�(sh��)�F(xi��n)�������ܳ�ֺ���������Ƭ��(n��i)�ă�(n��i)����g����(sh��)�F(xi��n)��(sh��)��(j��)���ق��͡�
4 �Y(ji��)���Z
�P���O(sh��)Ӌ(j��)�Ĕ�(sh��)��ϵ�y(t��ng)����2��(g��)AT89C52��Ƭ�C(j��)��(g��u)������CPUϵ�y(t��ng)��ʹ���ֲܷ���������ͬ�r(sh��)��(sh��)�F(xi��n)�˸�Ч���߾��ȣ�ͨ���ԏ�(qi��ng)���ɸ���(j��)��ͬ��(sh��)���D(zhu��n)���_���Ĕ�(sh��)�ع�����Ҫ���x��ͬ���ܵ�ģ�K�M(j��n)�нM�ϣ������˹�늸��x�·�����ɔ_���ܺã��R���Z�Ծ��̡�Ƕ��ʽϵ�y(t��ng)�ē���ܛ���O(sh��)Ӌ(j��)��ʹϵ�y(t��ng)�������Ը��ã�����LCD��ҕ���༉�ˆ��O(sh��)Ӌ(j��)���˙C(j��)������Ѻã���(sh��)�F(xi��n)����Ҋ�����ã�485ͨӍ��(sh��)�F(xi��n)�ϡ���λ�C(j��)��ͨӍ���Ɍ�(sh��)�F(xi��n)�U(ku��)����Ԅӻ��ӹ�Ⱥ���Բ��M(j��n)늄әC(j��)�����(q��)��Ԫ�������ƺ��Σ��r(ji��)����������û������В��跨���c(di��n)λ���Ɣ�(sh��)���Z�ԣ��������Σ��������ա�
ԓϵ�y(t��ng)���_�l(f��)�ɹ����m��(y��ng)����ͬ���a(ch��n)�l(f��)չ��Ҫ�˷����˹��M(j��n)�ϵ�ȱ�c(di��n)���^�͵ăr(ji��)��M����һ����I(y��)���Ԅӻ�����Ҫ��(j��ng)�|�C(j��)е��˾��(y��ng)��ԇ�(y��n)��ϵ�y(t��ng)�\(y��n)�пɿ������ܷ�(w��n)����Ŀǰ���a(ch��n)Ʒ����ȫ���_ʼ�ƏV�����N��260���_������I(y��)��(chu��ng)��������150�fԪ��

