��(sh��)�؛_�����������Ԫ(FMC)�Ĺ������Q�b��
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2014/3/7 9:13:54
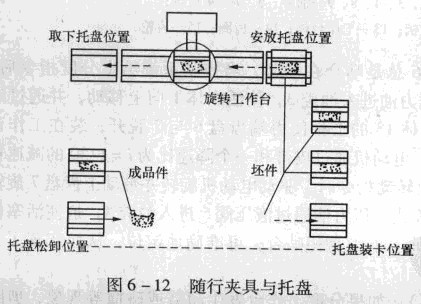
������������ϵ�y(t��ng)�Ļ�����λ�Ǹ��N�����Ԫ�У����Ļ�����λ���ǔ�(sh��)�؛_�����I(y��)�C���˵ȽM�ɵġ��ӹ���Ԫ�����D6 -11��ʾ�����������Ԫʾ��D��������(sh��)�؛_���������_�ܡ����I(y��)�C���˻�ɓQ�����_���O(ji��n)���b�á��z��b�ü��ӹ���Ԫ�Ŀ�������6���ֽM�ɡ�
��ǰ�������ڲ����ԄӓQ���b�ú�(sh��)�ؼӹ����o���r�g��Ҫ���ڹ������b���{(di��o)�������Ҫ�Mһ��������a(ch��n)�ʣ��ͱ���O���p�ٹ������b�{(di��o)���ĕr�g�����ڹ����_�ӹ���һ�������r���������_����һ�˰��b�{(di��o)���ڶ�������������һ�������ӹ�������_�����Ƅ�ʹ�ڶ��������M��ӹ��^(q��)�M�мӹ������������b�{(di��o)���r�g�c�ӹ��r�g�غϡ�Ŀǰ�ձ�����Ԅ��S�ЊA��(��Q�бP)�ķ�ʽ��p�ٹ������b�{(di��o)���r醡��D6 -12��ʾ�鹤���b��ж��λ���_���ԄӸ��Q�S�ЊA�ߵķ��������A�����S�ЊA���ό��������b�{(di��o)���á��S�ЊA���И˜ʵĻ��Ќ�܉�Ͷ�λ�A�o�Y���������ڹ����_���ς��͡���λ�͊A�o���Dʾ�Y����ж��λ����A�������У��քe���ڹ����_�ɶˣ��䃞(y��u)�c�������c��Ʒ���X���_�����ڹ�����
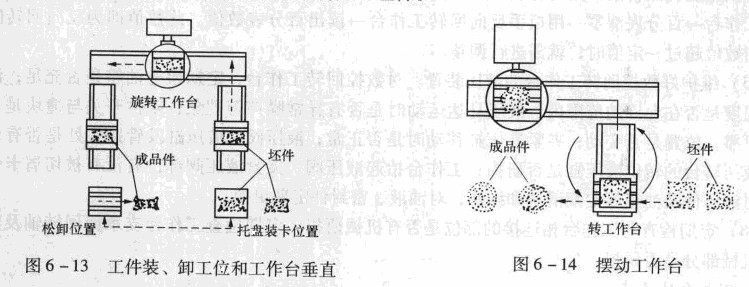
�D6 -13��ʾ�鹤���b��ж��λ�����_��ֱ���У��˕r���D(zhu��n)�����_������Ƶ�ж�ɹ�λ�����S�ЊA���Bͬ��Ʒж�£�Ȼ���Ƶ����b��λ�������b���������S�ЊA�ߡ�
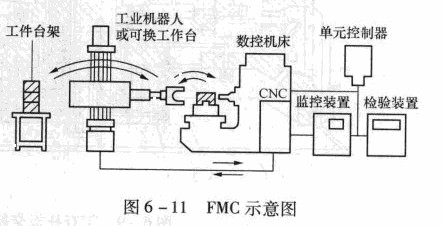
�D6 -14��ʾ��[�ӹ����_���Q�S�ЊA�ߵķ������@�N���������ߟo횲ɻ��߄ӡ����ӹ��ꮅ����Ʒ�S�ЊA�������bж�����_�Ŀ�λ̎�����_�D(zhu��n)180�㣬�����S�ЊA������ӹ���λ���M�мӹ���ͬ�r������ж�³�Ʒ���b�ϴ��ӹ�������