
��(sh��)�؛_���_�h(hu��n)��(sh��)���D(zhu��n)�_(t��i)���_�h(hu��n)ֱ���M(j��n)�o�C(j��)��(g��u)һ�ӣ��������ù��ʲ��M(j��n)늄�(d��ng)�C(j��)���(q��)��(d��ng)���D6 -2��ʾ���Ԅ�(d��ng)�Q����(sh��)�؛_����(sh��)�ػ��D(zhu��n)�_(t��i)�ĽY(ji��)��(g��u)�D��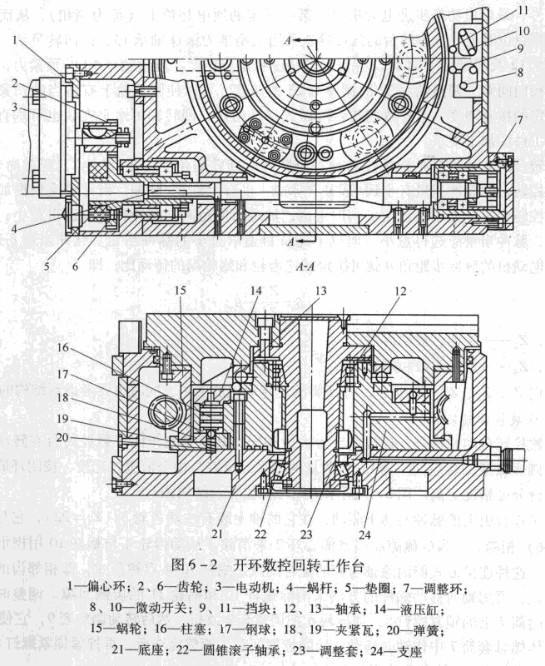
���M(j��n)늄�(d��ng)�C(j��)3ݔ���S�ϵ��X݆2�c�X݆6�ۺϣ����X���g϶��ƫ�ĭh(hu��n)1�����������X݆6�c�U4�û��I�Y(ji��)�ϣ����I�Y(ji��)���g϶��(y��ng)�M��С���ԜpС��(du��)�ֶȾ��ȵ�Ӱ푡��U4���p��(d��o)��?zh��n)ѣ����?���S���Ƅ�(d��ng)�U���k���������U4��݆15�Ŀк��g϶���{(di��o)���r(sh��)��ֻҪ���{(di��o)���h(hu��n)7(�ɂ�(g��)��A�h(hu��n)�|Ƭ)�ĺ�ȳߴ��׃�����ʹ�U���S���Ƅ�(d��ng)��
�U4�ăɶ��b�НL��S�У���˞����ɶˣ�������s���Ҷ��b�Ѓɂ�(g��)�ǽ��|���S�У������U���S������݆15�²��ă�(n��i)��������b�ЊA�o��18��19����(sh��)�ػ��D(zhu��n)�_(t��i)�ĵ���21�Ϲ̶���֧��24��(n��i)����6��(g��)Һ����14��Һ����14�϶��M(j��n)�����͕r(sh��)������16���У�ͨ�^���17�Ƅ�(d��ng)�A�o��18��19��݆�A�o���Ķ�����(sh��)���D(zhu��n)�_(t��i)�A�o����(sh��)�F(xi��n)���_�ֶȶ�λ����(d��ng)��(sh��)���D(zhu��n)�_(t��i)��(sh��)�F(xi��n)�A���M(j��n)�o�\(y��n)��(d��ng)�r(sh��)������ϵ�y(t��ng)���Ȱl(f��)��ָ�ʹҺ����14��ǻ����Һ�������䣬�ڏ���20�������°�����w17̧�𣬊A�o��18��19�����_݆15�����16����λ�l(f��)����̖(h��o)�����ʲ��M(j��n)늄�(d��ng)�C(j��)����(d��ng)����ָ���}�_��Ҫ���(q��)��(d��ng)��(sh��)���D(zhu��n)�_(t��i)��(sh��)�F(xi��n)�A���M(j��n)�o�\(y��n)��(d��ng)����(d��ng)�D(zhu��n)�_(t��i)���A�ֶܷ��\(y��n)��(d��ng)�r(sh��)���ȷֶȻ��D(zhu��n)�يA�o݆���Ա��C��λ�Ŀɿ�������߳���ؓ(f��)�d��������
��(sh��)���D(zhu��n)�_(t��i)�ķֶȶ�λ�ͷֶ������_(t��i)��ͬ�����ǰ�����ϵ�y(t��ng)��ָ�����}�_��(sh��)��Q���D(zhu��n)λ�Ƕȣ��]�������Ķ�λԪ������ˣ���(du��)�_�h(hu��n)��(sh��)���D(zhu��n)�_(t��i)�Ă���(d��ng)����Ҫ��ߡ�����(d��ng)�g϶��(y��ng)�M��С����(sh��)���D(zhu��n)�_(t��i)�O(sh��)�����c(di��n)����(d��ng)����������ƕr(sh��)���ȿ��ٻ��D(zhu��n)�\(y��n)��(d��ng)�����K11������(d��ng)�_�P(gu��n)10�r(sh��)���l(f��)�������ٻ��D(zhu��n)��׃?y��u)顰���ٻ��D(zhu��n)������̖(h��o)�����ɓ��K9������(d��ng)�_�P(gu��n)8�l(f��)���ġ����ٻ��D(zhu��n)��׃?y��u)顰�c(di��n)��(d��ng)���M(j��n)����̖(h��o)������ɹ��ʲ��M(j��n)늄�(d��ng)�C(j��)ͣ��ijһ�̶���ͨ���λ��(�Q���i��)���Ķ�ʹ�D(zhu��n)�_(t��i)��(zh��n)�_��ͣ�����c(di��n)λ���ϡ���(sh��)���D(zhu��n)�_(t��i)�ĈA�Ό�(d��o)܉���ô��������L���S��13��ʹ�F(tu��n)�D(zhu��n)�`�����?q��)�܉�ɝL���S��12���A僝L���S��22���C���D(zhu��n)���ȺͶ��ľ��ȡ��{(di��o)���S��12���A(y��)�o���������������D(zhu��n)�S�ď����g϶���{(di��o)���S��22���{(di��o)����23�ĺ�ȣ�����ʹ�A��(d��o)܉�����m��(d��ng)?sh��)��A(y��)�o�������C��(d��o)܉��һ���Ľ��|���ȡ��@�N��(sh��)���D(zhu��n)�_(t��i)�����ɘ�(bi��o)��(zh��n)���������D(zhu��n)�S��ˮƽ���bҲ�ɴ�ֱ���b�����m��(y��ng)��ͬ�����ļӹ�Ҫ��
��(sh��)���D(zhu��n)�_(t��i)���}�_��(d��ng)����ָ��(sh��)���D(zhu��n)�_(t��i)ÿ��(g��)�}�_�����D(zhu��n)�ĽǶ�(��/�}�_)���F(xi��n)����δ��(bi��o)��(zh��n)����
�F(xi��n)�еĔ�(sh��)���D(zhu��n)�_(t��i)���}�_��(d��ng)����С��0.001��/�}�_��Ҳ�д�2'/�}�_���O(sh��)Ӌ(j��)�r(sh��)��(y��ng)����(j��)�ӹ����ȵ�Ҫ��͔�(sh��)���D(zhu��n)�_(t��i)ֱ����С���x����һ����v���ӹ��������ߣ��}�_��(d��ng)����(y��ng)�x����С����(sh��)���D(zhu��n)�_(t��i)ֱ�������}�_��(d��ng)����(y��ng)�x����С����Ҳ����äĿ���^С���}�_��(d��ng)����
