��(sh��)�؛_����܉���g϶�{��
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2012/12/19 8:47:31
��(sh��)�؛_���Č�܉���˱��C�������ع�������܉�Ļ��ӱ���֮�g���������m��?sh��)��g϶���g϶�^С��������Ħ���������g϶�^���֕����͌��ȣ�����ӹ��|�����}��������܉�������g϶���{���b�á�
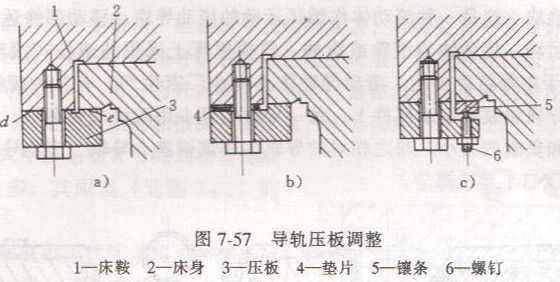
�ڴ�ֱ�����{���g϶�r��һ�㶼�Dz���������{�����ĵ����g϶�����÷���Ҋ�D7-57��ʾ���D��a���Ή����c��܉��Ľ��|�棬�@�N�{���k�����^�韩�M�r����횶�β��b���D��b���ډ����c���_��֮�g���É|Ƭ����ĥ�|Ƭ��ȣ����{���g϶������肗l����׃肗lλ�Á����Ƶ����g϶���@�N�Y���{�����㣬�������Բ
�����g϶���{����������ƽ肗l��б肗l����F�����{����
ƽ肗l��б肗l�������죬���g϶�{�����^�韩�����Â�����ᔁ��{��(ji��)ƽ肗l�Ă����g϶�����y�_�����c���g϶��ȫһ�£�ƽ肗l�ϸ�̎������ͬ��Ҋ�D7-58��
б肗l�ַQ��F������rҪ��ƽ肗l���yһЩ�������ă�(y��u)�c��ʹ�ÿɿ����{�����㣬���ԑ����^��V����б肗l��б�ȣ��L�IJ���1:100�����̵IJ���1��40��б肗l���Ƀ��^����ᔁ��{��(ji��)Ҋ�D7-59a��Ҳ���ԏ�һ߅����ᔁ��{��(ji��)Ҋ�D7-59b��б肗l�{���r��ֻҪ�Q�����Ķ˲��{��(ji��)��ᔾͿ���ʹб肗l���S���Ƅӡ��@�N�{���������^���Ρ�����б肗l�{�����Ό�܉�Ă����g϶�r���������\�Ӳ��������������_���ȣ��ęM��λ�ơ������܉�����g�b���L��z����ĸ���r����������z�ܵ�Ť�������@�N��r�£�����Ҫ�ɂ�肗l�����Ҷ�߅�{����ʹ�\�Ӳ���������λ�ñ��ֲ�׃��

