-
-6 20
進(jìn)給驅(qū)動(dòng)系統(tǒng)分為開(kāi)環(huán)控制和閉環(huán)控制兩類。開(kāi)環(huán)控制與閉環(huán)控制的主要區(qū)別為是否采用了位置和速度檢測(cè)反饋元件組成反饋系統(tǒng)。
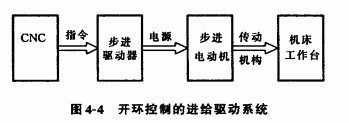
開(kāi)環(huán)控制一般采用步進(jìn)電動(dòng)機(jī)作為驅(qū)動(dòng)元件,如圖4-4所示。由于它沒(méi)有位置和速度反饋控制回蹄,從而簡(jiǎn)化了線路,設(shè)備投資低,調(diào)試維修都很方便。但它的遞給速度和精度都較低,一般應(yīng)用于經(jīng)濟(jì)型數(shù)控沖床及普通的機(jī)床改造。
閉環(huán)控制一般采用伺服電動(dòng)機(jī)作為驅(qū)動(dòng)元件,根據(jù)位置檢測(cè)元件所在數(shù)控沖床中的不同位置,它可以分為半閉環(huán)、全閉環(huán)和混合閉環(huán)3種。全閉環(huán)控制一般將檢測(cè)元件安裝在伺服電動(dòng)。伺服電動(dòng)機(jī)角位移通過(guò)液珠絲紅等饑餓傳動(dòng)機(jī)構(gòu)轉(zhuǎn)換為數(shù)控沖床工作臺(tái)的直線或角位移。全閉環(huán)控制是將位置位測(cè)元件安裝在機(jī)床工作臺(tái)或某些都件上,以獲取工作臺(tái)的實(shí)際位移量。混合閉環(huán)控制則采用半閉環(huán)控制和全閉環(huán)授制結(jié)合的方式。
圖4-5所示為半閉環(huán)控制。半閉環(huán)位置檢測(cè)方式一般將位置檢測(cè)元件安裝在電動(dòng)機(jī)的輸上(通常已由電動(dòng)機(jī)生產(chǎn)廠家裝好)。用以精確控制電動(dòng)機(jī)的角度,然后通過(guò)滾珠絲杠螺母副等傳動(dòng)機(jī)構(gòu)。將電動(dòng)機(jī)的角度變化轉(zhuǎn)換成工作臺(tái)的直線位移。如果滾珠絲杠的精度足夠離且間隙小,精度要求一般可以得到滿足。傳動(dòng)鏈上有規(guī)律的誤差(如滾珠絲桿間隙及螺距誤差)還可以自數(shù)控裝置加以補(bǔ)償,因而可避一步提高精度。因此半閉環(huán)控制在精度要求適中的中、小型數(shù)控沖床上得到了廣泛的應(yīng)用。
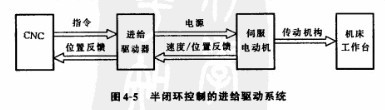
半閉環(huán)方式的優(yōu)點(diǎn)是它的閉環(huán)環(huán)路短(不包括傳動(dòng)機(jī)械),因而系統(tǒng)容易達(dá)到較高的位置增益。不發(fā)生振蕩現(xiàn)象,它的快速性也好。動(dòng)態(tài)精度高,傳動(dòng)機(jī)構(gòu)的非線性因素對(duì)系統(tǒng)的彤響小。但如果傳動(dòng)機(jī)構(gòu)的誤差過(guò)大或誤差不確定,則數(shù)位系統(tǒng)難以補(bǔ)償。例如由傳動(dòng)機(jī)構(gòu)的扭曲變形所引起的彈性變形。因其與負(fù)戴力短有關(guān),故無(wú)法補(bǔ)償由制造與安裝所引起的重復(fù)定位誤差,以及由于環(huán)繞溫度與絲杠溫度的變化所引起的絲杠、螺距誤差也不能補(bǔ)償。因此要進(jìn)一步提高精度,只有采用金閉環(huán)控制方式。
圖4-6所示為全閉環(huán)控制。全閉環(huán)方式直接從機(jī)床的移動(dòng)部件上獲取位置的實(shí)際移動(dòng)值,因此其檢測(cè)精度不受機(jī)械傳動(dòng)精度的影響。但不能認(rèn)為全閉環(huán)方式可以降低對(duì)傳動(dòng)機(jī)構(gòu)的要求,因閉環(huán)環(huán)路包括了機(jī)械傳動(dòng)機(jī)構(gòu)。它的閉環(huán)動(dòng)態(tài)特性不僅與傳動(dòng)部件的剛性、慣性有關(guān),而且還取決于阻尼、油的粘度、滑動(dòng)面摩擦系數(shù)等因素。這些因素對(duì)動(dòng)態(tài)特性的影響在不同條件下還會(huì)發(fā)生變化,這給位置閉環(huán)控制的調(diào)璧初穩(wěn)定帶來(lái)了困難,導(dǎo)致調(diào)整閉環(huán)環(huán)路時(shí)必須要降低位置增益,這又會(huì)對(duì)跟隨誤差與輪廓加工誤差產(chǎn)生不利影響。所以采用全閉環(huán)方式時(shí)必須增大機(jī)床的剛性,改善滑動(dòng)面的摩擦特性,減小傳動(dòng)間隙。這樣才有可能提高位置糟益。全閉環(huán)方式主要應(yīng)用在精度要求較高的大型數(shù)控沖床上。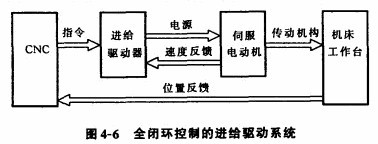
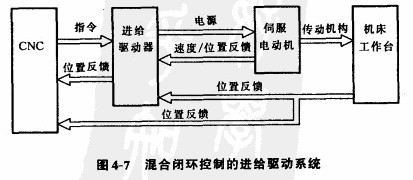 圖4-7所示為混合閉環(huán)控制。混合閉環(huán)方式來(lái)用半閉環(huán)與全閉環(huán)綜合的方式。
圖4-7所示為混合閉環(huán)控制。混合閉環(huán)方式來(lái)用半閉環(huán)與全閉環(huán)綜合的方式。
它利用半閉環(huán)所能達(dá)到的高位置增益,從而獲得了較高的速度與良好的動(dòng)態(tài)特性,又利用金閉環(huán)補(bǔ)償半閉環(huán)無(wú)法修正的傳動(dòng)誤差,從而提高了系統(tǒng)的精度。混合閉環(huán)方式適用于重型、超重型數(shù)控機(jī)床,因?yàn)檫@些機(jī)床的移動(dòng)部件很重,設(shè)計(jì)時(shí)提高剛性較困難。
◎歡迎參與討論,請(qǐng)?jiān)谶@里發(fā)表您的看法、交流您的觀點(diǎn)。
- 評(píng)論(0)
發(fā)表評(píng)論 TrackBack