���Ô�(sh��)�؛_���M�Нh�ּӹ�
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2011/5/12 8:48:17
�h�ּӹ����g(sh��)���о������m����ǰ����(n��i)�Ј������҇���С��I(y��)�����m���҇����顢��������֪�R�a(ch��n)��(qu��n)����(sh��)�؛_���h�ּӹ�ܛ�������ĵ���Ҫ�о���(n��i)���ǽ���һ���������ͼӹ�ܛ�����ԝM�㔵(sh��)�؛_���ĝh�ּӹ���Ҫ��
Ŀǰ��(sh��)�؛_���ļӹ��D��һ���A�ס����οס����ο����N�Π������݆���ȣ���߀�]�Ќ��T������h�ּӹ���ܛ�����mȻ��(sh��)�ص�̙C�ѽ�(j��ng)�����M�Нh�ֵ�̣������ڛ_���͵�̙C���乤����ʽ�кܴ�IJ�e������ᘌ��_���ĝh�ּӹ���������Ĺ���������ܛ���_�l(f��)ǰ��������Ҫ��ܛ���ĝh�ּӹ����g(sh��)�M�з������������c�F(xi��n)�м��g(sh��)�IJ�e��ᘌ���(sh��)�؛_�������c�������䪚�еļ��g(sh��)��ʹ֮�܉�M���Ñ��Č��H����
�h�ּӹ����g(sh��)����
�F(xi��n)����(j��)��(sh��)�؛_���Ĵ�����c�������ڛ_���ĝh�ּӹ����g(sh��)�M�з������£�
���ȣ���(sh��)�؛_���ĝh�ּӹ��nj��h�ֵ�݆���M�мӹ�����˱���Ȍ��F(xi��n)�h�ֵ�݆����ȡ�����磬�h�֡���һ��ȡ������݆�����ǃɗl���]����a��b���_���ļӹ���ᘌ�a��b�M
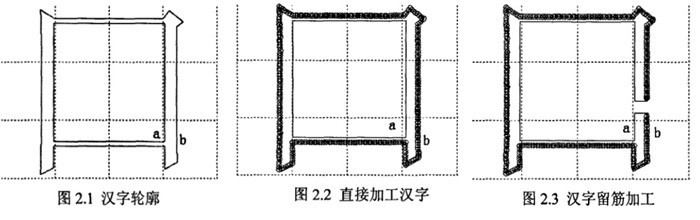
�D2.1�h��݆��
��Σ���(sh��)�؛_����וr�����_�כ_���������ψD���ڡ��֣����ֱ�Ӽӹ�����a��b���_���ڛ_��݆��b��a�����Bͬ��(n��i)���İ��Ӿ͕����䣬��D2.2��ʾ��
��ˣ���Ҫ���F(xi��n)�h����������@һ�F(xi��n)�����^��������ڝh��݆��������һ����С�ġ�ȱ�ڡ����Q�顰�����݆�������_����ٌ��@�l����õ����ڡ��ڡ���b�������ҷ�����һ�l��@��a�����Bͬ��(n��i)���İ��ӾͲ������䣬��D2.3��ʾ��
�D2.3�h������ӹ�
��������(sh��)�؛_���_�^��וr�������µ�܉�E����һ���Č��ȣ����_���_�^��ֱ�������ψD2.3��ʾ����ˌ��H�ϣ��_���M�д��܉�E���c�h��݆������һ���ľ��x����t���Ɖĝh�ֵ����Ρ�ͬ�r���h�ּӹ�����(j��)����;�֞���ֵļӹ������ӹ�����݆�������ĝh�֣��ڰ�ļӹ������ӹ�����݆�������İ塣������Ҫ����(j��)�x��ļӹ���ʽ��Ӌ��_�����H�ļӹ�܉�E��
���ߣ�������ߛ_���ļӹ�Ч�ʣ��M���s�p�_�^���ƄӾ��xҲ�Ǻܱ�Ҫ�ģ������Ҫ���ӹ�·���M�Ѓ�(y��u)����
�����?q��)��ѝh���D(zhu��n)�Q�ɔ�(sh��)�ؼӹ���G���aݔ����
ֵ��һ����ǣ����ڌ��H����Ҫ���ڸ�������̎�ṩ�Ĺ��ܣ�����݆�����ġ��_���ġ�������ļ��D�ηſs��Ҳ�Ǻܱ�Ҫ�ġ�

