▓╗═¼┐žųŲŽĄĮy(t©»ng)Ą─öĄ(sh©┤)┐žø_┤▓Ż¼ŲõöĄ(sh©┤)┐žŠÄ│╠ųĖ┴Ņ╩Ū▓╗ŽÓ═¼Ą─ĪŻŽ┬├µęįĪ░GE-FANUCĪ▒ŽĄĮy(t©»ng)×ķ└²Ż¼ĮķĮBöĄ(sh©┤)┐žø_┤▓Ą─╝ė╣żŠÄ│╠ĪŻ
öĄ(sh©┤)┐žø_┐ū╝ė╣żĄ─ŠÄ│╠╩ŪųĖīóÕāĮ┴Ń╝■š╣ķ_(k©Īi)│╔ŲĮ├µłDŻ¼Ę┼╚ļXĪóYū°ś╦(bi©Īo)ŽĄĄ─Ą┌ę╗Ž¾Ž▐Ż¼ī”(du©¼)ŲĮłA╚”ųąĄ─Ė„┐ūŽĄ▀M(j©¼n)ąąū°ś╦(bi©Īo)ėŗ(j©¼)╦ŃĄ─▀^(gu©░)│╠ĪŻį┌öĄ(sh©┤)┐žø_┤▓╔Ž▀M(j©¼n)ąąø_┐ū╝ė╣żĄ─▀^(gu©░)│╠╩Ū:┴Ń╝■łDĪ·ŠÄ│╠Ī·│╠ą“ųŲū„Ī·▌ö╚ļNC┐žųŲ║═ČĘ░┤åóäė(d©░ng)░┤ŌoĪ·╝ė╣ż
į┌öĄ(sh©┤)┐žø_┤▓╔Ž▀M(j©¼n)ąąø_┐ū╝ė╣ż╣żĄ─╣ż╦ć╠ž³c(di©Żn)╚ńŽ┬:
(1)ø_ē║Ēśą“æ¬(y©®ng)Å─ėę╔ŽĮŪķ_(k©Īi)╩╝Ż¼į┌ėę╔ŽĮŪĮY(ji©”)╩°æ¬(y©®ng)Å─ąĪłAķ_(k©Īi)╩╝Ż¼╚╗║¾╩Ū┤¾ĘĮ┐ūĪóŪąĮŪŻ¼ĘŁ▀ģ║═ę²į┤Ą╚Ę┼į┌ūŅ║¾ĪŻ
(2)ø_ē║īÆČ╚▓╗ꬹĪė┌śO║±Ż¼▓óŪęæ¬(y©®ng)Į¹ų╣ė├╝Ü(x©¼)ķL(zh©Żng)─ŻŠ▀čžÖMŽ“▀M(j©¼n)ąąø_ŪąĪŻ
(3)═¼śėĄ──ŻŠ▀▓╗ę¬▀xō±ā╔┤╬ĪŻ
(4)ę╗░Ń▓╗ę¬ė├║═╚▒┐┌═¼śė│▀┤ńĄ─ø_─ŻüĒ(l©ói)ø_ē║╚▒┐┌ĪŻ
(5)▓╗ę¬ė├ķL(zh©Żng)ĘĮą╬ø_─Ż░┤Č╠▀ģĘĮŽ“▀M(j©¼n)ąą▓Į?j©®ng)_Ż¼ę“?y©żn)ķ▀@śėū÷ø_─ŻĢ■(hu©¼)ę“╩▄┴”▓╗ŲĮ║ŌČ°╗¼Ž“ę╗ ▀ģĪŻ
(6)īŹ(sh©¬)ąą▓Į?j©®ng)_Ģr(sh©¬)Ż¼╦═▀M(j©¼n)ķgŠÓæ¬(y©®ng)┤¾ė┌ø_─ŻīÆČ╚Ą─ĪŻ
│Żė├öĄ(sh©┤)┐žŠÄ│╠ųĖ┴ŅĄ─ė├Ę©
1.─ŻŠ▀╠¢(h©żo)ųĖČ©(TX X X)
ųĖČ©ę¬ė├Ą──ŻŠ▀į┌▐D(zhu©Żn)▒P(p©ón)╔ŽĄ──Ż╬╗╠¢(h©żo)Ż¼╚¶▀B└m(x©┤)╩╣ė├ŽÓ═¼Ą──ŻŠ▀Ż¼ę╗┤╬ųĖ┴Ņ║¾Ż¼Ž┬├µ┐╔ęį╩Ī┬įŻ¼ų▒ĄĮ▓╗═¼Ą──ŻŠ▀▒╗ųĖČ©ĪŻ
└²╚ń
1Īó─ŻŠ▀╠¢(h©żo)ųĖČ©(TX X X)
ųĖČ©ę¬ė├Ą──ŻŠ▀į┌▐D(zhu©Żn)▒P(p©ón)╔ŽĄ──Ż╬╗╠¢(h©żo)Ż¼╚¶▀B└m(x©┤)╩╣ė├ŽÓ═¼Ą──ŻŠ▀Ż¼ę╗┤╬ųĖ┴Ņ║¾Ż¼Ž┬├µ┐╔ęį╩Ī┬įŻ¼ų▒ĄĮ▓╗═¼Ą──ŻŠ▀▒╗ųĖČ©.
└²╚ń:
G92 X1830.0 Y1270.0; ÖC(j©®)┤▓ę╗┤╬čbŖAĖ³┤¾╝ė╣żĘČć·×ķ1 830 mmX 1 270 mm
G90 X500.0 Y30.0 T102; š{(di©żo)ė├102╠¢(h©żo)─Ż╬╗╔ŽĄ─ø_─ŻŻ¼į┌(500. 300)╬╗ų├ø_┐ū
G91 X5O.0 į┌XĘĮŽ“į┘ęŲäė(d©░ng)50 mm.ė├═¼ę╗ø_─Żø_┐ū
G90 X700.0 Y450.0 T201; į┌(700Ż¼450)╬╗ų├Ż¼š{(di©żo)ė├201╠¢(h©żo)─Ż╬╗╔ŽĄ─ø_─Żø_┐ū
į┌ūŅŪ░├µĄ─ø_ē║│╠ą“ųąŻ¼ę╗Č©ę¬īæ(xi©¦)╚ļ─ŻŠ▀╠¢(h©żo)ĪŻ
2ĪółAų▄╔ŽĄ╚Ęų┐ūĄ─裣h(hu©ón)(G26)
ųĖ┴ŅĖ±╩Į×ķ:
G26 I-j-K_TXXX;
łAų▄śOū°ś╦(bi©Īo)ŠÄ│╠Ż¼ęį«ö(d©Īng)Ū░╬╗ų├╗“G72ųĖČ©Ą─³c(di©Żn)×ķłAą─Ż¼į┌░ļÅĮ×ķiĄ─łA╗Ī╔ŽŻ¼ęį┼cX▌S│╔ĮŪČ╚JĄ─³c(di©Żn)×ķø_ē║Ų╩╝³c(di©Żn)Ż¼ęįø_ųŲ”╩éĆ(g©©)īółAų▄Ą╚ĘųĄ─┐ūĪŻ
I:Ųõ╚Ī×ķłA╗Ī░ļÅĮ,×ķš²öĄ(sh©┤)ĪŻ
JŻ║Ųõ╚ĪųĄ×ķø_ē║Ų╩╝³c(di©Żn)Ą─ĮŪČ╚ĪŻ─µĢr(sh©¬)ßś?l©©)ĮŽ“×(y©żn)ķš²Ż¼ĒśĢr(sh©¬)ßś?l©©)ĮŽ“×(y©żn)ķž?f©┤)ĪŻ
KŻ║Ųõ╚ĪųĄ×ķø_┐ūéĆ(g©©)öĄ(sh©┤)ĪŻ
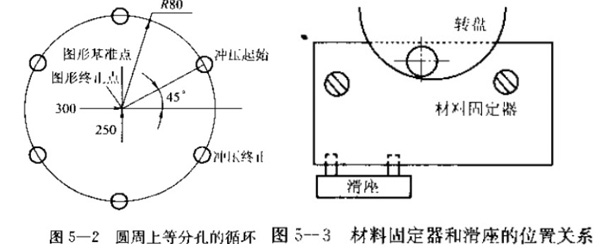
╚ńłD5-2╦∙▒MŻ¼┐ūĄ─ø_ē║╝ė╣żųĖ┴Ņ×ķ:
G72 G90 X300.0 Y250.0 G72Č©┴xłDą╬╗∙£╩(zh©│n)³c(di©Żn)(300. 250)ū„×ķłAą─
G26 180.0 J45.0 K6 T203; łAų▄śOū°ś╦(bi©Īo)ŠÄ│╠Ż¼ęį╗∙£╩(zh©│n)³c(di©Żn)×ķłAą─Ż¼▓╔ė├203╠¢(h©żo)ø_─Ż(ų▒ÅĮ×ķ10 mmĄ─łAą╬ø_Ņ^)į┌░ļÅĮ×ķ80mmĄ─łAų▄╔ŽŻ¼ęį┼cX▌S│╔45ĪŃĮŪĄ─³c(di©Żn)×ķø_ē║Ų╩╝³c(di©Żn)Ż¼ø_ųŲ6éĆ(g©©)īó╦─ų▄Ą╚ĘųĄ─┐ū
╚ń╣¹ę¬į┌łDą╬╗∙£╩(zh©│n)³c(di©Żn)(300. 250)ø_┐ūĢr(sh©¬)Ż¼ät╩Ī╚źG72Ż¼▓óīóT203ęŲų┴╔Ž├µę╗Śl│╠ą“Ż¼įōłDą╬Ą─ĮKų╣³c(di©Żn)║═Ų╩╝³c(di©Żn)╩Ūę╗ų┬Ą─ĪŻ
3ĪóŖAū”ūįäė(d©░ng)ęŲ╬╗(G27)
ę¬öU(ku©░)┤¾╝ė╣żĘČć·Ģr(sh©¬)Ż¼īæ(xi©¦)╚ļG27║═XĘĮŽ“Ą─ęŲäė(d©░ng)┴┐ĪŻęŲäė(d©░ng)┴┐╩ŪųĖŖAū”Ą─│§╩╝╬╗ų├║═ęŲäė(d©░ng)║¾╬╗ų├Ą─ķgŠÓĪŻ└²╚ńŻ¼G27 X-500.0ł╠(zh©¬)ąą║¾īó╩╣ÖC(j©®)┤▓░l(f©Ī)╔·Ą─äė(d©░ng)ū„×ķ:
(1)▓─┴Ž╣╠Č©Ų„ē║ūĪ░Õ▓─Ż¼ŖAū”╦╔ķ_(k©Īi)ĪŻ
(2)╗¼ū∙ęįį÷┴┐ųĄęŲäė(d©░ng)-500 mmĪŻ
(3)ŖAū”ķ]║ŽŻ¼▓─┴Ž╣╠Č©Ų„╔Ž╔²Ż¼ßīĘ┼śO▓─ĪŻ
▓─┴Ž╣╠Č©Ų„║═╗¼ū∙Ą─╬╗ų├ĪŻĻP(gu©Īn)ŽĄ╚ńłD5a╦∙╩ŠĪŻ