�ݗUʽ��(sh��)�؛_��
�ŷ������C(j��)(�D3.10)��ʹ��AC�ŷ��R�_(d��)ͨ�^�ݗU�(q��)��(d��ng)���K�ģ������������c(di��n)��λ�ÿ�ͨ�^λ���xȡ�b���ṩ��(sh��)��(j��)�oλ�ÿ����b���M(j��n)�п��ơ���ˣ��C(j��)е�ğ���q�͏���׃�β���(hu��)Ӱ푮a(ch��n)Ʒ�ľ��ȣ���D3.11��ʾ�����{(di��o)�������m�ϵĻ��K�\(y��n)��(d��ng)��ʽ���ԘO��С�Ć�λ���������c(di��n)��λ�á������m���ڸ߾��ȸߙC(j��)�ܵğo���������ݗUʽ�ŷ��_�������͉��R�_(d��)�̓�(ch��)�����M(j��n)��Ť�ؿ��Ƶ���ʽ�������c(di��n)��λ�ÿ��ƿ��_(d��)����(j��)���ǹ�(ji��)ʡ��Դ���Эh(hu��n)��Ҫ��ęC(j��)�N��
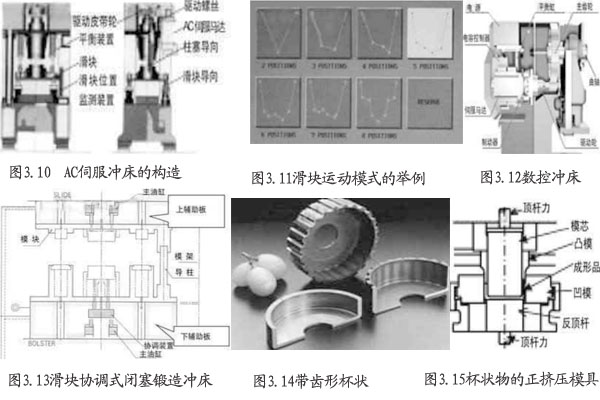
�D3.10 AC�ŷ��_���Ę�(g��u)��
�D3.11���K�\(y��n)��(d��ng)ģʽ���e��
���Sʽ�ŷ���(sh��)���D(zhu��n)���_��
���Sʽ?j��ng)_���cAC�ŷ��R�_(d��)�M�������Ĕ�(sh��)�؛_����D3.12��ʾ���@�N�_�������ŷ��R�_(d��)����ԭ��_���ϵ��x���Ƅ�(d��ng)�����w݆���@�N�_�����л��K�\(y��n)��(d��ng)ģʽ�������O(sh��)�����ŷ��_�������c(di��n)��ͬ�r(sh��)������D3.3��ͨ�C(j��)еʽ?j��ng)_����Ť�����c(di��n)�����乤�������ڵ��م^(q��)����(hu��)���͡�
��(f��)��(d��ng)���Λ_��
�D3.12��(sh��)�؛_��
��(f��)��(d��ng)�����ǟo�������ε������ֶΡ������g����е��]��������һ��(g��)���ӣ���ͨ�^���ƶ���(g��)�_�^����ģ�Ą�(d��ng)���͕r(sh��)�g�D���_(d��)�����Ʋ�����������(d��ng)��Ŀ�ġ���Ʒ�ľ��Ⱥͳ����Կɵõ���ߣ��������Կs�̹���(sh��)������(f��)��(d��ng)���δ��Կɷ֞�ɴ����ҕ�_����ͨ����ʹ�Ï�(f��)��(d��ng)ģ�ܵď�(f��)��(d��ng)���Σ���Ʒ�N���a(ch��n)��ģ���b������ʹ�Ï�(f��)��(d��ng)�_���ij��Ρ�������H�����ӹ��ϣ�ͬ�r(sh��)�ڰ������c���ď�(f��)�ϳ��εĶ��ӻ�����������ߵ�ͬ�r(sh��)��Ҫ��_�����H���ж���(d��ng)�����ܣ�߀횾߂�ߵ�ͨ���ԡ�
�]����씵(sh��)�؛_��
����݆��ʮ���B�S��(ji��)�ij��μ��ձ������]�����ģ��ͨ�����_������ģ�߽Y(ji��)��(g��u)�����]���C(j��)�ܺͅf(xi��)�{(di��o)�C(j��)�ܡ������ɹ�(ji��)ʡģ���b��r(sh��)��ܕr(sh��)�g���]�����_���ɷֳɃ���@Щ����ȫ�ڛ_����D3.13�����������ڛ_���϶��f(xi��)�{(di��o)�C(j��)��(g��u)��ģ���σɷN��ʽ��
������_��
�D3.13���K�f(xi��)�{(di��o)ʽ�]�����_��
�S�����呉����ε��ռ���Ҫ�����_�����M(j��n)��������λ�s�̹��̔�(sh��)�����Ҫ�K�����_(t��i)��횎��ס�ԭ�����]���������Dz��ø������ij�����(d��ng)�������������Ҫ���c�������m��(y��ng)�ij�����(d��ng)��֮�⣬߀Ҫ��������(d��ng)�������i�ȹ��ܡ�
�D3.14�����Ύ��X�εĮa(ch��n)Ʒ���@������D3.15��ʾ��ģ�߳��εģ�ģо��ģ���M(j��n)�밼ģ�У���픗U�ṩ�����M(j��n)�����D����(d��ng)����
�D3.14���X���
�D3.15����������D��ģ��
�X݆�����Ô�(sh��)�؛_��
�����X݆�����Ï�(f��)��(d��ng)�͉��_����D3.16��ʾ���@�N�_�����л���(d��ng)�(q��)��(d��ng)�á����K��(n��i)2��(g��)�������_(t��i)��(n��i)2��(g��)����5��(g��)�(q��)��(d��ng)Դȫ������1��(g��)�͉�ʽ�(q��)��(d��ng)�b�á�
�D3.16�X݆�(q��)��(d��ng)ʽ�͉���(f��)��(d��ng)�_��
���εij����A���c����픗U��ʽ�ă�(n��i)Ȧ������һ�ӣ�ģ�����]���еİ�ģ�X�ο��g�����Ϗ��·��_ʼ����(d��ng)�M(j��n)�г����Ρ����@�N��B(t��i)�£�ģо�������������ĵ�ģоֱ���ɴ�׃��(x��)���˕r(sh��)������(n��i)�����������µĿ��g�����Ԯa(ch��n)���µ���������(d��ng)�����ԼӴ������ϾͿɳ�M�X�ε��ȶ˲�λ���D3.17���ô˷����ӹ������Įa(ch��n)Ʒ���ӹ�����ֻ��1300Mpa���X�β������Ǽ�ë�̘OС�����Ï�(f��)��(d��ng)���Ό�(du��)��������(d��ng)�M(j��n)�п��Ƴ��γ������X݆���_(d��)JIS3-4��(j��)���@�dz��ӽ��ڸ߸���ֵ�ğo�������Ρ�