
������ �� �� ������ ��־܊
�����u�|�Cе�Ƽ�����˾��ɽ�|���u266400��
ժҪ�������һ�N���ڹ��ؙC���\�ӿ��ƿ��Ķλ��(sh��)�؛_���C������ϵ�y(t��ng)���O(sh��)Ӌ���������ؙC������λ�Cؓ؟����ϵ�y(t��ng)�ķnj��r�΄�(w��)���������\�ӿ��ƿ��t�Á�ؓ؟����\�ӿ����еČ��r�΄�(w��)������VC++6.0���_�l(f��)���ߣ��_�l(f��)���λ�_���Ĕ�(sh��)��ϵ�y(t��ng)�����H�ܝM������ӹ��ĸ߾���Ҫ��߀���F(xi��n)�ˮa(ch��n)Ʒ�Ĕ�(sh��)���ԄӾ��̹��ܡ�
�P(gu��n)�I�~������ϵ�y(t��ng) �\�ӿ��ƿ� ��(sh��)���ԄӾ���
0 ����
�S���k��_����ˇ��Ѹ�ٰl(f��)չ����(sh��)�؛_���C���õ�Խ��Խ�V���đ�(y��ng)�á���(sh��)�؛_���C���Ǹ��ٶȡ��߾����k��_���O(sh��)�䣬��l(f��)չ������������a(ch��n)Ч�ʞ���ҪĿ�ˡ��M�܇���(n��i)ͨ�õ���(sh��)�؛_�����˺ܴ�İl(f��)չ�����Ǿ��w���ӹ�ijЩ�ض���͵�����r���@�úܲ����㣬�������ăr��dz����F�����y�M��V��S�ҵ����a(ch��n)Ҫ��
����ᘌ����Kʡij��˾��ǰ�������a(ch��n)��һ�N�����������������һ�N���ڹ��ؙCIPC��DMC�\�ӿ��ƿ��Ķλ��(sh��)�؛_������ϵ�y(t��ng)���O(sh��)Ӌ�������ɹ��ؽ�Q��ԓ��˾����ӹ����a(ch��n)���ϵČ��H���}�����ձ��ķ����O(sh��)Ӌ�Ĕ�(sh��)��ϵ�y(t��ng)���M��������ӹ��r�ľ��ȼ��ٶ�Ҫ�����ڌ��F(xi��n)��(sh��)�ؼӹ����ƵĻ��A(ch��)�ϣ��Mһ�����F(xi��n)��ԓ��(sh��)�؛_���C�����ӹ�������ԄӾ��̡�
1 ��λ�Y(ji��)��(g��u)��������
ԓ���a(ch��n)�������Û_���C����A��B��C3�M�_�^���քe�Á�ؓ؟3���_����λ�ļӹ��������ڼӹ����N��ͬ��̖���������ԓ�_���C����3�M�_�^�У�A��B��λ�ăɽM�_�^�ڽY(ji��)��(g��u)�Ϻ���ƣ������Ƀ����M�ɣ�ÿ�Ÿ���6��������(zh��)��1�Λ_������������12���ļӹ���C��λֻ��1���_�^��3�M�_�^�ĽY(ji��)��(g��u)����Ҋ�Dl������(j��)�S�ҵ����a(ch��n)����ԓ�C����Ҫ�ӹ������ʾ��DҊ�D2������(j��)���H��Ҫ��Ҳ��ֻ�ӹ�3���_����λ�е�1����2����λ�������У��������������ă��ſ�����A�M�_�^�_���õ��ģ��������һ�ſ�����C�_�^�_���õ��ģ�ʣ��ă��ſ�����B�M�_�^�_���õ��ġ����ڲ�ͬ�������3���_����λ�Ŀ��g�࣮��߅���Լ�����λ�ļӹ���(sh��)���ǿ��Բ�ͬ�ģ��Ա��ڼӹ����S������Ҫ�ĸ��N�����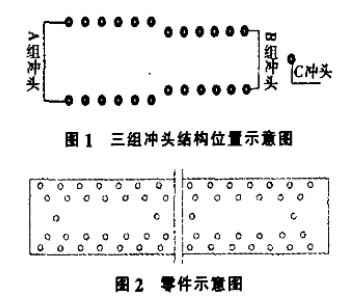
������ϵ�y(t��ng)�����������v����3���_����λ֮�⣬߀����1�����й�λ��2���A�Q�A�o��λ������C�Á��������ϣ�2���A�Qһ����̶��A�Q����һ�����ƄӊA�Q������֮�g����ʹ�Á팍�F(xi��n)���ϵ��Ƅ��Լ��_���ͼ��Є����r�ĊA�o������
2����ϵ�y(t��ng)Ӳ�����w�O(sh��)Ӌ
�S��IPC�C���ܵ���ߺ̓r��Ľ��ͣ���IPC�C�_�l(f��)CNCϵ�y(t��ng)�ľ�(y��u)Խ����u�@�F(xi��n)�������ԓ��(sh��)�؛_���C���Ŀ���ϵ�y(t��ng)�O(sh��)Ӌ�����У������CIPC������λ�C������DMC3400�\�ӿ��ƿ�Ƕ�뵽���ؙC���У��Ԍ��F(xi��n)�ӹ��^���Ќ��C�����\�ӿ��ơ������C���Ĕ�(sh��)��ϵ�y(t��ng)���ƽӾ��DҊ�D3�����У����ؙC�Á�ؓ؟̎������ϵ�y(t��ng)�еķnj��r�΄�(w��)�����˙C����Ĺ���
�ȣ����\�ӿ��ƿ��tؓ؟�\�ӿ��Ƶ����Ќ��r�Թ�����������_����λ�Ą�������λ̎�����A�Q������Һ��ж�ɵȵȡ��������⣬����ϵ�y(t��ng)߀�����Դ���ŷ��(q��)�������ŷ�늙C���^�����Ԫ�����ڱ�ϵ�y(t��ng)�У��\�ӿ��ƿ����ŷ�늙C֮�g�������ŷ��(q��)�����B�ӡ��ŷ�늙C�x�������¹�˾���a(ch��n)��MSMA022C08��̖늙C������(j��)���H��r������(y��ng)�Ľ����ŷ��(q��)�����x����MSDA023DIA��̖��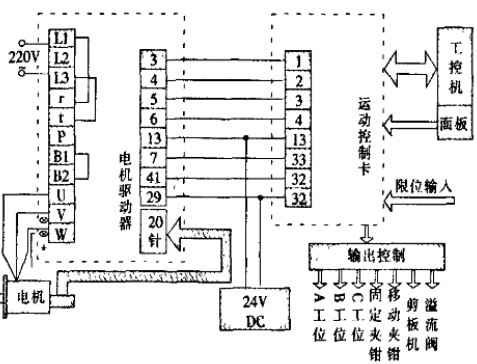
DMC3400�\�ӿ��ƿ�������λ�C���Ɔ�Ԫ�����ڌ��Cϵ�y(t��ng)���_�l(f��)�^�̽����и�����`���Ժ��_���ԡ�ͨ�^�@ȡ���ؙC��Ĉ�(zh��)�г�������\�ӿ������ŷ��(q��)�����l(f��)���}�_���ŷ�늙C���ŷ�늙C��ͨ�^�z�ܵ��D(zhu��n)�Ӂ펧���ƄӊA�Q��ֱ���\�����Ķ����F(xi��n)���ϵ��Ƅӡ�����,ԭ�c��̖ͨ�^�\�ӿ��ƿ���ͨ�ü�����ݔ��ڂ��ͽo���ؙC�����ؙC�l(f��)������(y��ng)ָ�����׃��ݔ���ڵĠ�B(t��i)���M��ͨ�^�^���ͨ늠�B(t��i)�ĸ�׃������Һ�����≺��·��ͨ�࣬���ϵ�y(t��ng)����(y��ng)��λ�Ą�����
3����ϵ�y(t��ng)ܛ���O(sh��)Ӌ
����(sh��)���D(zhu��n)���_������ϵ�y(t��ng)ܛ����������VC++6��O�h(hu��n)������C��c++�Z�Ծ������ɣ���������ϵ�y(t��ng)���î�ǰ��õ�ģ�K�������O(sh��)Ӌ˼�룬��������̖�yԇ�B��(sh��)�O(sh��)�á��ӹ����ơ��ԄӾ��ׂ̎�����ģ�K��
(1)��̖�yԇ��Ҫ��(y��ng)�����քӲ�����B(t��i)�£����Ԝyԇ������̖�Ĺ����Ƿ���ã������ڙC���{(di��o)ԇ������3���_����λ�Ĺ��ܜyԇ���z����C���ɊA�Q�Ĺ����Ƿ���ã��ք�ǰ�M���˵ȡ�����̖�yԇ��B(t��i)�£�ÿ��������(y��ng)��ݔ�������r��������������(y��ng)���@ʾ���־͕��Ќ���(y��ng)���ɫ׃����ʹ����һĿ��Ȼ��
(2)����(sh��)�O(sh��)���Á��O(sh��)�ÙC���ĸ�������(sh��)���繤���Ƅ��ٶȡ����Q�����ٶȡ��A�Q�ք��Ƅ��ٶȡ������ӕr��߀��Һ��ϵ�y(t��ng)�ڲ�������B(t��i)�±���Һ���ĕr�g������ӹ�ǰ�O(sh��)�úø�����������(sh��)���Ա��ϼ�t��ȫ�Լ�����̶���߹���Ч�ʡ�
(3)�ӹ������@����������ϵ�y(t��ng)�ĺ��IJ��֡��ڼ�T����ģ�K�ľ����^���У���ֿ��]���C�����H�ӹ��r�ĸ��N������B(t��i)�����քӼӹ��c�ԄӼӹ����δμӹ��cѭ�h(hu��n)�ӹ����Ԅӏ�(f��)λ���Ԅӻ����c�Ȳ������������躯��(sh��)�팦�\�ӿ��ƿ��ĸ������ӵĠ�B(t��i)�M�ж��ڵĒ��裮�Դ_���C����ǰ�Ĺ�����B(t��i)�������m��?sh��)ķ������l(f��)������(y��ng)��ָ����C����ϵ�y(t��ng)�������\�С��ӹ����Ƴ������̈D�؈D4��
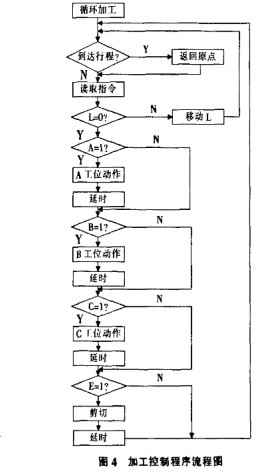
���ֿ��Ƴ�����a��
conaL UINT NORUN =OXOOOI;
const LJINT RUNNINC =OX0002;
consL UINT CONTINUE =OX0003;
conSL UINT PAUSE =OX0004;
if(bnrn==true����bAuto==Lrue)
{
if (m_nWorkStatua==NORUN) //�����e���ӹ�
nr_nWodcStatus=RUNNINC; //�\��
if(m_nWorkSarun==PAUSE) //����ͣ
m_nWorkSiatua=CONTINUE;��//�^�m(x��)
}
if(m_nWorkStatu~==RUNNINC����bAuto==false))
mjWorkStatus=PAUSE; //��ͣ��
�M������ӹ������ͨ�^���o�������x���քӼӹ����ԄӼӹ����քӹ�����B(t��i)����Ҫ���M�Іβ��ļӹ����������ԄӼӹ���B(t��i)�£����ȴ��_��������ӹ����a��TXT�ļ���Ȼ���x���ѭ�h(hu��n)���c������M��ѭ�h(hu��n)�ӹ������ˣ����x�Іδ��\���µĴ��_���o��߀���M������Ćδμӹ���
�ڼӹ��^���У�������������r�M���˕�ͣ�������´β���֮ǰ�ڻ֏�(f��)���c����������ˆν��x�ۺÔ��cλ�ã�����ڕ�ͣǰ�Ļ��A(ch��)���^�m(x��)�ӹ����ڙC���Ĺ����^���У��ӹ���������@ʾ�ӹ�������a���\���^�̣�������λ�Ĺ�����B(t��i)Ҳ���������@ʾ�ڽ����ϡ�ϵ�y(t��ng)�ļӹ�����Ҋ�D5��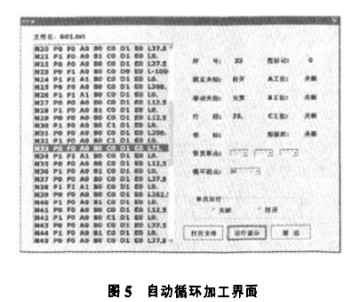
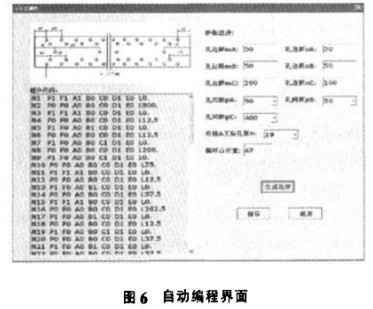
(4)�ԄӾ���ԓ�C���ӹ��a(ch��n)Ʒ�N࣬�ӹ�������a�ľ�����Ҫռ�ú��L�r�����ʿ��Ƴ����о������ԄӾ���ģ�K������˼���Dz��ïB��ԭ��ᘌ�Ҫ�ӹ������3���_����λ����ֻ���]A��λ������(j��)A��λ�ĸ�������(sh��)����������ļӹ�ԓ�O(ji��n)��ϵ�y(t��ng)Ӳ���ɿ���ܛ���O(sh��)Ӌ���Ժܺõ،��F(xi��n)���r�O(ji��n)�غ͈��o�ȹ��ܣ��_����ˮ���l�T�Ԅӻ��O(ji��n)�ص�Ŀ�ġ�������a1����ֻ���]B��λ������(j��)B��λ�ĸ�����(sh��)����������ļӹ�������a2��Ȼ��Ѽӹ����a2���_�ز��뵽l�У���õ�A��B�ɂ���λ�ļӹ����a��ͬ�ӵ�������ֻ���]C��λ�ӹ�����r�£����õ���C��λ�ӹ�������a���_���뵽����A.B�ɹ�λ�ӹ�������a�У���õ���������ļӹ�������a���ԄӾ��̽���Ҋ�D6��
4�j(lu��)���Z
���ñ��ĵ��O(sh��)Ӌ�������_�l(f��)�Ŀ���ϵ�y(t��ng)����(y��ng)����ԓ��˾�Ķλ��(sh��)�؛_���C��֮���\�����ã����ƾ��ȸߣ��������Σ��ӹ��ٶȴ����ߣ��@���ˆ�܇�g��a(ch��n)ֵ�σ|Ԫ�ijɹ����������˳ɮa(ch��n)Ч�ʡ����⣬ԓ����ϵ�y(t��ng)ֻ���������ĸĄӣ����ܑ�(y��ng)�����������a(ch��n)���ϵě_���C�����кܸߵČ��H��(y��ng)�Ãrֵ.
