��(sh��)�؛_�����X�P��λ�ķֶȹ����_
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2013/6/5 7:58:08
��(sh��)�؛_���X�P��λ�ķֶȹ����_���_���ܸߵķֶȶ�λ���ȣ�һ���ʿ3"����߿��_ʿ0.4�w�ܳ��ܴܺ�����d����λ���ȸߣ����ȱ����Ժá����H�ϣ������X�P�к�Ó�_�ஔ�ڃ��X�P�Č����^�̣���ˣ��S���X�Pʹ�Õr�g�����m(x��)���䶨λ����߀�в�����ߵ�څ�ݡ��V�����ڔ�(sh��)�ؙC����Ҳ���ڽM�ϙC�����������ÙC����
�D6 -6��ʾ��THK6370���X�P��λ�ֶȹ����_�ĽY(ji��)������Ҫ��һ���ֶ��X�P�����A�ס�������Һ���R�_��݆���͜p���X݆���ȽM�ɡ��ֶ��D(zhu��n)λ��������:�������_̧���X�PÓ�x�˺ϣ���ɷֶ�ǰ�Ĝʂ乤�����ڻ��D(zhu��n)�ֶȣ��۹����_�½����X�P���¿кϣ���ɶ�λ�A�o��
��(sh��)�؛_�������_9��̧���������A�Ļ���8����ɣ�����·����ԭ����D6 -7��ʾ������Ҫ�ֶȕr������ϵ�y(t��ng)�l(f��)���ֶ�ָ������_���A�ēQ���y늴��Fmͨ늣������ͱ�Ĺܵ�M�M��ֶȹ����_9�����Һ��12����ǻ�����ǻ���8�����Ƅӣ�ͨ�^ֹ���S��10��II���ӹ����_9Ҳ����̧��ʹҺ�����ϡ����X�P13��14�Ó�x�кϣ�����ǻ���̈́t��(j��ng)�ܵ�23�ų���ͨ�^��(ji��)���}M�������䣬��ɷֶ�ǰ�Ĝʂ乤����
����(sh��)�؛_���ֶȹ����_9����̧��r��ͨ�^�ƗU�����_�P�l(f��)����̖��ʹ����Һ���R�_ZM -16�ēQ���y늴��F��ͨ늡������͏Ĺܵ�25�M��Һ���R�_ʹ�����D(zhu��n)��ͨ�^݆��3��4���X݆��5��6���ӹ����_9�M�зֶȻ��D(zhu��n)�\�ӡ�Һ���R�_�Ļ��ͽ�(j��ng)�^�ܵ�26����(ji��)���y�ڼ��Q���yE5�������䡣�{(di��o)��(ji��)��(ji��)���y1.312�_�ڵĴ�С����ɸ�׃�����_�ķֶȻ��D(zhu��n)�ٶ�(һ���{(di��o)��2r/min����)����(sh��)�؛_�������_�ֶȻ��D(zhu��n)�ǶȵĴ�С��ָ��o�������а˂��ȷ֣�����45���������(sh��)���������_�Ļ��D(zhu��n)�ǶȽӽ���Ҫ�ֶȵĽǶȕr���p�ٓ��Kʹ���_�P�������l(f��)���p����̖���Q���y늴��FE5ͨ늣�ԓ�Q���g��Һ���R�_�Ļ��ܵ��P�]���˕r��Һ���R�_�Ļ��ͳ���ͨ�^��(ji��)���yE2߀Ҫͨ�^��(ji��)���}M�����������䣬��(ji��)���M��������ʹ��p�١���ˣ�
�����_��ֹͣ�D(zhu��n)��֮ǰ�����D(zhu��n)�����@���½������X�P�ʴ_��λ��(chu��ng)���˗l�����������_�Ļ��D(zhu��n)�Ƕ��_����Ҫ��ĽǶȕr����ͣ���K�������_�P�l(f��)����̖��ʹ늴��FE3��늣���סҺ���R�_���M�ܵ�25��Һ���R�_��ֹͣ�D(zhu��n)�ӡ����ˣ������_����˜�ͣ�������c��ͬ�r��늴��FE2��늣������͏Ĺܵ�24�M�����A�ظ���ǻ���Ƅӻ���8���������_�½����������´��P�������ۺϣ���ɶ�λ�A�o������ǻ���ͱ�Ĺܵ�23����(j��ng)��(ji��)���y���������䡣�ڷֶȹ����_�½���ͬ�r�����ƗUʹ��һ���_�P�������l(f��)���ֶ��D(zhu��n)λ��ɵĻش���̖��
�ֶȹ����_���D(zhu��n)������݆��3��4���ӣ���݆���D(zhu��n)�Ӿ������i�ԣ����\�Ӳ���݆4�����U3�����ǹ����_�½��r������λ���ɶ�λԪ��һһ�X�P���Q���������X�P���ӹ����_��С�D(zhu��n)�Ӂ��m����ͣ�r��λ��ƫ���������_��݆4���U3�iס�������D(zhu��n)�ӣ��@�r��a(ch��n)���˄����ϵ�ì�ܡ���ˣ����U�S�OӋ�ɸ���ʽ�ĽY(ji��)��(Ҋ�D6 - 6)�������S���Ãɂ�ֹ���S��2����һ����������I���档�@�ӣ������_��С���D(zhu��n)�r�������݆�����U���s�����������S���Ƅӣ��Ķ���Q������ì�ܡ�
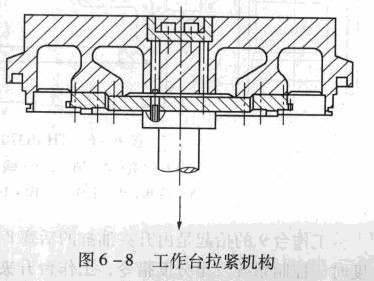
���ֶȹ����_�Ĺ����_�ߴ��^С�������_���°��̶Ȳ���̫�࣬���Ǯ������_���^��(����800mmx800mm����)�r�������Ȼֻ���_������̎���o���ݱ��������_����°��P�����ױ��C�_�澫�ȡ����˱����@�N�F(xi��n)���ѹ����_�����c�����븽���Ƶ��x���X�P�����c�^���ĭh(hu��n)��λ���ϣ��Ը��ƹ����_������r���������_�澫�ȵı��C����D6 -8��ʾ��