
1�����C(j��)���\(y��n)��(d��ng)�Ŀ���܉�E���
(1)�c(di��n)λ���Ɣ�(sh��)�ؙC(j��)��
a �c(di��n)λ����ֻҪ����ƙC(j��)�����Ƅ�(d��ng)������ijһλ���Ƅ�(d��ng)����һλ�õĜ�(zh��n)�_��λ����(du��)�ڃ�λ��֮�g���\(y��n)��(d��ng)܉�E������(y��n)��Ҫ�����Ƅ�(d��ng)�^(gu��)���е��߲��M(j��n)�������ӹ�����D1-3��ʾ��
b ���ˌ�(sh��)�F(xi��n)�ȿ��֜�(zh��n)�Ķ�λ���������ȿ����Ƅ�(d��ng)��Ȼ������څ����λ�c(di��n)λ�ķ�����(l��i)���C��λ���ȡ�
c ��Ҫ�Д�(sh��)���@������(sh��)�؛_������(sh��)���M������(sh��)���c(di��n)���C(j��)��
(2)ֱ�����Ɣ�(sh��)�ؙC(j��)��
a ֱ�����Ɣ�(sh��)�ؙC(j��)�������c(di��n)�dz��˿����c(di��n)�c�c(di��n)֮�g�Ĝ�(zh��n)�_��λ�⣬߀Ҫ���C���c(di��n)֮�g�Ƅ�(d��ng)��܉�E��һ�l�c�C(j��)������(bi��o)�Sƽ�е�ֱ����
b ��(du��)�Ƅ�(d��ng)���ٶ�ҲҪ�M(j��n)�п��ƣ���?y��n)��@�(sh��)�ؙC(j��)���ڃ��c(di��n)֮�g�Ƅ�(d��ng)�r(sh��)Ҫ�M(j��n)�������ӹ���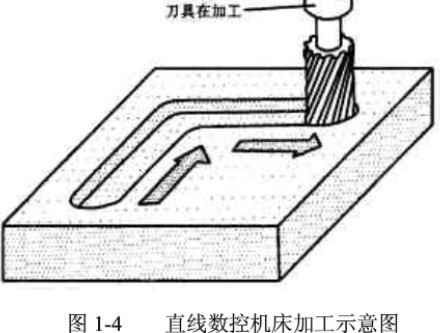
(3)݆�����Ɣ�(sh��)�ؙC(j��)��
a ݆�������܉�?q��)��ɂ�(g��)��ɂ�(g��)���ϵ��\(y��n)��(d��ng)����(bi��o)��λ�Ƽ��ٶ��M(j��n)���B�m(x��)���P(gu��n)�Ŀ��ƣ���������M(j��n)������������ļӹ�����D1-5��ʾ��
b ����݆�����ƹ��ܵĔ�(sh��)�ؙC(j��)������(sh��)���D(zhu��n)���_������(sh��)��㊴����ӹ����ĵ� 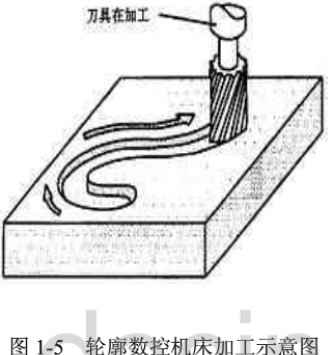
2������(sh��)��ϵ�y(t��ng)����ˮƽ���
��(sh��)�ؙC(j��)������(sh��)��ϵ�y(t��ng)�Ĺ���ˮƽ�ɷ֞�͡��С������n��
3������ˇ��;���
(1)���������(sh��)�ؙC(j��)��
(2)���ٳ����(sh��)�ؙC(j��)��
(3)��(sh��)���طN�ӹ��C(j��)��
(4)������͵Ĕ�(sh��)�ؙC(j��)��
