���؛_���ĽM�ɺ���ԭ��
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2010/12/31 9:36:09
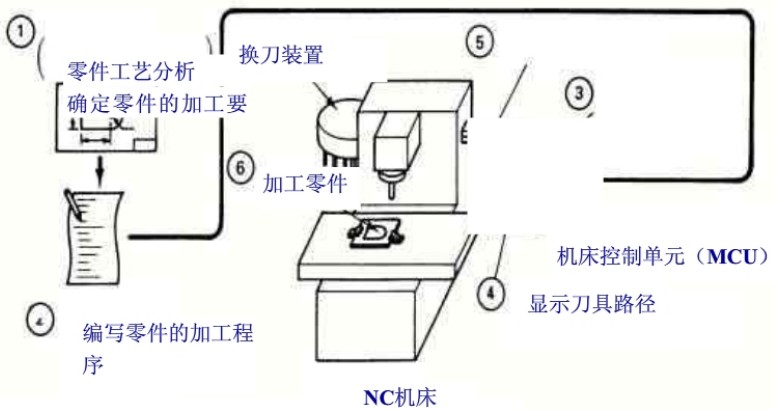
���؛_���ĽM�ɼ������ֵĹ���
���؛_����ݔ��ݔ���b�á�Ӌ��C�����b�á��ŷ�ϵ�y(t��ng)�͛_�����w������ϵ�y(t��ng)���ŷ�ϵ�y(t��ng)���z�yϵ�y(t��ng)���Cе����ϵ�y(t��ng)�������o��ϵ�y(t��ng)�Ȳ��ֽM�ɣ���M�ɿ�D��D1��ʾ��
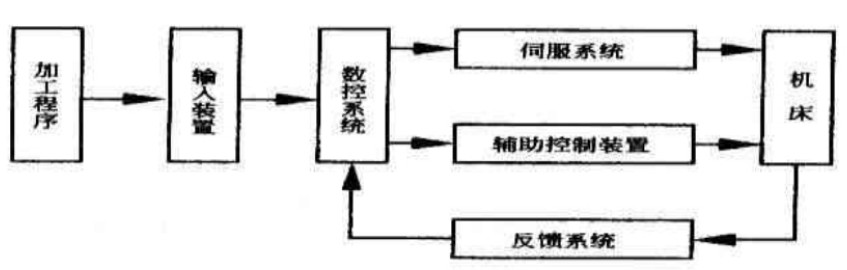
����ϵ�y(t��ng)���ڔ��؛_�����\�㡢�����Ϳ��ƣ�ͨ�^ݔ����|�õ����������@Щ�����M�н�ጺ��\�㲢���_���a�����ã��ŷ�ϵ�y(t��ng)��������ϵ�y(t��ng)��ָ���әC����ʹ���ߺ������(zh��)�Д��ش��aҎ(gu��)�����\�ӣ��z�yϵ�y(t��ng)�t���Á�z�y�C����(zh��)�м�(�����_���D�_�������)��λ�ƺ��ٶ�׃�����������z�y�Y��������ݔ��ˣ��cݔ��ָ���M�б��^���������e�{���_���\�ӣ������D���_������ϵ�y(t��ng)�����M�o�ŷ���Ԫ�����C����(zh��)�м�֮�g�ęCе�M�o�����b�ã��o��ϵ�y(t��ng)�N� �࣬�磺�̶�ѭ�h(hu��n)(���M�и��N����؏ͼӹ�)���ԄӓQ��(�ɽ��Qָ������)�������g϶�a�����Cе����ϵ�y(t��ng)�a�����g϶�`��)�ȵȡ�
�ڔ��ؼӹ��У���������ӹ������s�����Q�Ć��}Ҳ��ࡣ����������ӹ�֮��Ĕ��ؾ��и����늻��͡�����܇��������ĥ���ȵĔ��ؾ��̸��������c�����������c��B�����ؼӹ������ƾ���ָ�����x�Ĕ�������ӹ��Ĕ��ؾ��̡�
�ŷ�ϵ�y(t��ng)�������ǰс��Ԕ����b�õ��}�_��̖,�D�Q�əC���ƄӲ������\�ӡ�
�ӹ������؛_���c��ͨ�C���ĸ���^(q��)�e�ǔ��؛_������Ҫ�����ˆTȥֱ�Ӳ����O�䣬���ǰ�ݔ�빤���ļӹ����������\��܉�E����ˇ�������M�o�������S�D�ٵȣ���ؓ؟4�\�мӹ������ȫ����Ϣ��
ݔ���b�ã�ݔ���b�õ������nj����ƽ��|�����P�ӹ���Ϣ���f�����˿���ϵ�y(t��ng)�ȡ��猦���������й����x�C�������Ŏ�����䛷��C�������űP���дűP�����ȡ�
����ϵ�y(t��ng)���ǔ��؛_�����F�Ԅӻ��ĺ��ģ����������؛_�����`�����ڡ���Ҫ��ݔ���b�á��O(ji��n)ҕ����������ϵ�y(t��ng)���ɾ��̿����������ݔ��ݔ���ӿڵȽM�ɡ�
�ŷ�ϵ�y(t��ng)���ஔ�ڲ����ˆT�ă�ֻ�֣����ǔ���ϵ�y(t��ng)�͛_�����w֮�g��늂���ϵ�h(hu��n)��(ji��)����Ҫ���ŷ�늄әC���ŷ��ӿ������M�ɡ�
�����b�ã��ஔ���˵��۾�������Ҫ��������}�_���a�������λ�Â�������ֱ���Б�ͬ�������b�á���Ҫ�Á�yԇ�C����ǰ�\�ӵ�λ��
�o���b�ã���Ҫ�����ԄӓQ���b�á��Ԅӽ��Q�����_�C���������A�o���əC�������D�����_Һ������ϵ�y(t��ng)�������b�á�����Һ�b�á���м�b�á��^�d�ͱ��o�b�õȡ�
�C�����w�����؛_���ı��wָ��Cе�Y�����w���c��ͨ�_����ȣ��������w���֡����^���͡����әC��������ϵ�y(t��ng)�������C���ȷ��涼�l(f��)���˺ܴ��׃����
���؛_���Ĺ���ԭ���ͼӹ��^�̣�
���ؙC���ӹ����������Ҫ�����ӹ�������ĈD�Ӽ���ˇ��Ϣ���ֻ�����Ҏ(gu��)���Ĵ��a�ͳ����ʽ�����ӹ�����Ȼ����������ָ��ݔ�뵽�C���Ĕ���ϵ�y(t��ng)�У�����ϵ�y(t��ng)�ڌ������M���g�a���\����C���ĸ������˵��ŷ��C�����o�������b�ðl(f��)����̖���әC�����\�Ӳ�������������Ҫ���o���\�ӣ����ӹ����ϸ������
��Ӌ��C���ƹ������m(x��)���M������ֹͣ�r���ƛ_�^��һ�������г�����ֹ�c���ٿ��ƹ������Mһ�������E�B�m(x��)ѭ�h(hu��n)�����ɸ�����Ҫ�{�����M�ٶȵȡ�
�����ˇ��������������ӹ��D���M�й�ˇ�����_���ӹ���������ˇ������λ�Ɣ�����
��������ļӹ�������Ҏ(gu��)���ij�����a��ʽ��������ӹ�����Σ������ԄӾ���ܛ���M��CAD/CAM������ֱ�����a����ļӹ������ļ�����CNCϵ�y(t��ng)ݔ������ļӹ������ļ������ݔ���ݔ�����ֹ������ij���ͨ�^MDI��ܛ���Ԅ����ɵij���ͨ�^RS232����ͨ�Žӿ�ֱ�ӂ�ݔ�����ؙC���Ĕ��؆�Ԫ��
�����{ԇ������·��ģ�M����ݔ�뵽���؆�Ԫ��ӹ������M��ԇ�\�У����\�У��M�е���·��ģ�M���z�����ܷ�ӹ��ϸ���
����ӹ���CNCϵ�y(t��ng)�����a���ŷ�ϵ�y(t��ng)�l(f��)��ָ����Ɣ����D���_���������ļӹ���