
���ϬF(xi��n)��:�ɔ�(sh��)�؛_���ӹ���������ڙz��аl(f��)�F(xi��n)����Y�S����Č��H�ߴ��c�����Ƶ���Փ��(sh��)��(j��)���ڲ�Ҏ(gu��)�t��ƫ�
������̎���^��:
(1)���Ϸ���������(sh��)�؛_�����ƽǶȁ��Д࣬Y�S�ߴ�ƫ������Y�Sλ�íh(hu��n)ƫ����ɵġ�
ԓ�C����(sh��)��ϵ�y(t��ng)��SIMENS 810M���ŷ�ϵ�y(t��ng)��SIMODRfVE 611A�(q��)���b�ã� Y�S�M�o늄әC��IFT5�����ŷ�늄әC����(n��i)�bʽ��R0D320��
1)�z��Y�S���P(gu��n)λ�Å���(sh��)���l(f��)�F(xi��n)�����g϶���A�o�ʲ�Ⱦ���Ҫ����(n��i)���ʿ��ų����څ���(sh��)�O(sh��)�ò���������ϵ����ء�
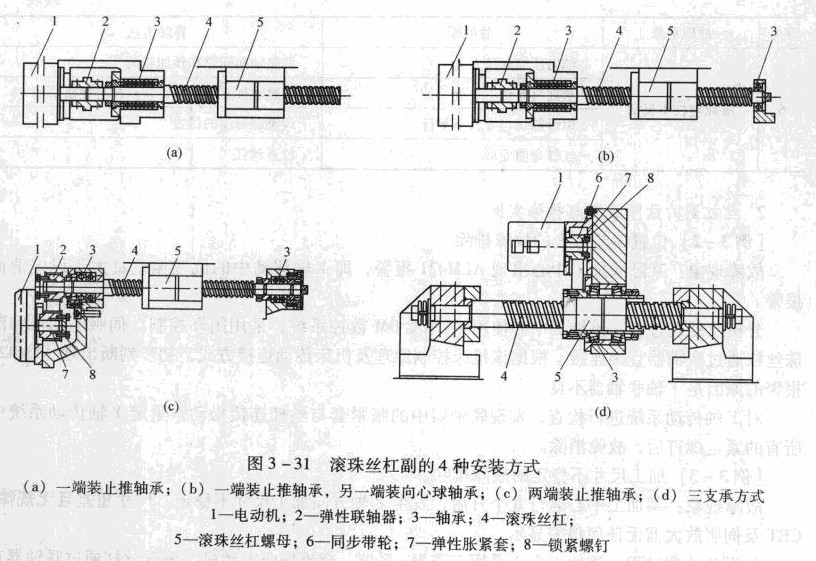
2)�z��Y�S�M�o����朡��D3-31 (c)��ʾ��ԓ�C��Y�S�M�o���ӈD���ĈD�п��Կ�������������κ��B�Ӳ��ִ����g϶���Ʉӣ���������λ��ƫ��Ķ���ɼӹ�����ߴ糬�
(2)�����\�ࡣ
1)��D3 -32 (a)��ʾ����һ��ǧ�ֱ������ڙM���ϣ����^�������SY�\�ӵ�ؓ����ʹ���^���s��50um���ң�Ȼ��ѱ��^��(f��)λ���㡣
2)���C����������ϵĹ�����ʽ�_�P(gu��n)����������ʽ(INC)��" x 10"�����S�x���_�P(gu��n)��Y�S������ؓ�����M�o�I���^��ǧ�ֱ��x��(sh��)��׃������Փ�ϑ�(y��ng)ԓÿ��һ�£�ǧ�ֱ��x��(sh��)����10��m����(j��ng)�y����Y�S����ؓ����������\�Ӷ����ڲ�Ҏ(gu��)�t��ƫ�
3)��һ���L�����ڝL��z�ܵĶ˲����ģ���ǧ�ֱ��ı��^�ס�L�飬��D3 -32 (b)��ʾ�����C�������̰��ϵĹ�����ʽ�_�P(gu��n)�����քӷ�ʽ(JOG)��������ؓ������M�o�I��
�S����Y�S����ؓ�����B�m(x��)�\�ӣ��^��ǧ�ֱ��x��(sh��)�o���@׃�������ų��L��z���S��`�ӵĿ��ܡ�
4)�z���cY�S�ŷ�늄әC���L��z����ĸ���B�ӵ�ͬ���X�Ύ�݆���l(f��)�F(xi��n)�c�ŷ�늄әC�D(zhu��n)���S�B�ӵĎ�݆�F�����Ʉӣ�ʹ���M�o�����c�ŷ�늄әC�(q��)�Ӳ�ͬ�����������\�����Ʉ��Dz�Ҏ(gu��)�t�ģ��Ķ����λ��ƫ��IJ�Ҏ(gu��)�t����Kʹ����ӹ��ߴ���F(xi��n)��Ҏ(gu��)�t��ƫ�
�S���w���c�S��Ҫ�c:
����Y�Sͨ�^R0D320���a���M�ɰ��]�h(hu��n)��λ�ÿ���ϵ�y(t��ng)����˾��a���z�y��λ��ֵ����������ӳY�S�Č��Hλ��ֵ��λ�ÿ��ƾ����ںܴ�̶������M�o����朵Ă��Ӿ��țQ����
1)���ճ��S�o��Ҫע�⌦�M�o����朵ęz�飬�e�����P(gu��n)�B��Ԫ������(li��n)�S�����F���Пo�ɄӬF(xi��n)��
2)����(j��)����朵ĽY(ji��)��(g��u)��ʽ�����÷ֲ��z��ķ�ʽ���ų�����������ϵ����أ���K�_�����ϵIJ�λ��
3)ͨ�^���ӹ�����ęz�y���S�r�O(ji��n)�y��(sh��)�؛_���ĄӑB(t��i)���ȣ��ԛQ���Ƿ�(sh��)�؛_���ęCе�b���M���{(di��o)����
