
�aƷ���]
��(sh��)�؛_�������x��ԭ�t
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2014/4/1 13:16:20
�����Ϸ�����֪,����(sh��)�؛_���������x���Pϵ������ӹ�����,���aƷ���b�侫��������ָ��,���OӋ���ʵ��x���ڮaƷ�OӋ�A�δ_��,��Ҫ�ij��_�aƷ�ļ��gָ�ˡ�����Ҫ��,���㲿���b���Pϵ�ȳ��l(f��),���Y��������������(sh��)�؛_���b�Լ������x������λ����,���������ʺ��b��ʄt�ɹ�ˇ�ˆT����ӆ��ˇҎ(gu��)�̕r�_��,�������^���a���`������졣��λ�����x���ԭ�t����,��
1.�ֻ��ʵ��x��
(1)���x��Ĵֻ���ס���ܱ��C��Ҫ�ӹ������������ļӹ�����,���@�������ڱ��C��Ҫ�����ӹ��ľ��Ⱥͱ���ӵ�����Cе���ܡ�
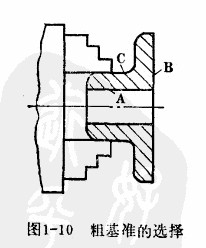
(2)�������в���ӹ��ı���,���t���x������c�ӹ����� ���λ�þ�������ı����ֻ���,����D1-10��ʾ�T�������Ҫ��ӹ�������B,���t���x��ë��C��ֻ���,������צ���P�d��C̎���@��,���ӹ������������^����,��
(3)���x��Ĵֻ��ʑ����^�ȝ�ƽ���������x�����w߅,�� ��θ�ڵı���,��
(4)һ���ֻ���һ��ֻ��ʹ��һ�Σ��ھ������Б��x���Ѽӹ��������龫����,�������ھ��ȸߵ�ë��,�����ɾ��N����呵ȷ��������ë��,���ڼӹ������λ�þ�ͥҪ���^�͕rҲ���؏�ʹ��ͬһ�ֻ���,��
2.��(sh��)�؛_���r���ʵ��x��
(1)�x���^�ߵļ��ӹ���龫���ʡ�
(2)ʹ��λ�����c��������(���OӋ����,����������,���b�����)��ʳ��ͨ���Q֮��"�����غ�"ԭ�t,������λ�����c�fӋ���ʲ��غ��ղŕ��a����λ�`��,��
(3)���x��ľ����ʑ�ʹ�������b���H���ڼӹ��r������ �����������ö��^���׃ͮ,��ƫ�Ƶ�,�����M���x�^��ļӹ���龫���ʡ�
(4)���x��ľ���Ω���M�����ڎׂ��������؏�ʹ�ã�������"����ͬһ"ԭ�t,�����ԑ���������D����������`��,��
1.�ֻ��ʵ��x��
(1)���x��Ĵֻ���ס���ܱ��C��Ҫ�ӹ������������ļӹ�����,���@�������ڱ��C��Ҫ�����ӹ��ľ��Ⱥͱ���ӵ�����Cе���ܡ�
(2)�������в���ӹ��ı���,���t���x������c�ӹ����� ���λ�þ�������ı����ֻ���,����D1-10��ʾ�T�������Ҫ��ӹ�������B,���t���x��ë��C��ֻ���,������צ���P�d��C̎���@��,���ӹ������������^����,��
(3)���x��Ĵֻ��ʑ����^�ȝ�ƽ���������x�����w߅,�� ��θ�ڵı���,��
(4)һ���ֻ���һ��ֻ��ʹ��һ�Σ��ھ������Б��x���Ѽӹ��������龫����,�������ھ��ȸߵ�ë��,�����ɾ��N����呵ȷ��������ë��,���ڼӹ������λ�þ�ͥҪ���^�͕rҲ���؏�ʹ��ͬһ�ֻ���,��
2.��(sh��)�؛_���r���ʵ��x��
(1)�x���^�ߵļ��ӹ���龫���ʡ�
(2)ʹ��λ�����c��������(���OӋ����,����������,���b�����)��ʳ��ͨ���Q֮��"�����غ�"ԭ�t,������λ�����c�fӋ���ʲ��غ��ղŕ��a����λ�`��,��
(3)���x��ľ����ʑ�ʹ�������b���H���ڼӹ��r������ �����������ö��^���׃ͮ,��ƫ�Ƶ�,�����M���x�^��ļӹ���龫���ʡ�
(4)���x��ľ���Ω���M�����ڎׂ��������؏�ʹ�ã�������"����ͬһ"ԭ�t,�����ԑ���������D����������`��,��
�������(c)�|�Cе �����Ԓ��0532-88182275 ���棺0532-86616686
��ַ��ɽ�|ʡ�z�����Fɽ·25̖ E-mail��[email protected] �Wվ�؈D
��ַ��ɽ�|ʡ�z�����Fɽ·25̖ E-mail��[email protected] �Wվ�؈D